Zadán programu, Zadán programu y x – HEIDENHAIN ND 920 Uživatelská příručka
Stránka 34
34
Zadán programu
V malosériové výrobě lze využ t „zadán programu“ (klávesa PGM)
k zápisu max. 99 poloh v pořad , v němž budou naj žděny. Takto vytvořený
program je uchován v paměti i po vypnut př stroje.
Zapsaný program je zpracováván naj žděn m jednotlivých poloh k nule.
Na stroji je možno využ t výstupn signály ND při průchodu nulou
k automatickému zastaven stroje v c lové poloze.
Bloky programu se zadávaj bu absolutně nebo inkrementálně. Dokud
blok nen zadán kompletně, bliká symbol „
∆
” zbytkové dráhy na stavovém
záznamu.
Hotový program lze odstartovat z kteréhokoliv bloku polohy. Jednotlivé
bloky jsou uvozovány heslem STEP (krok).
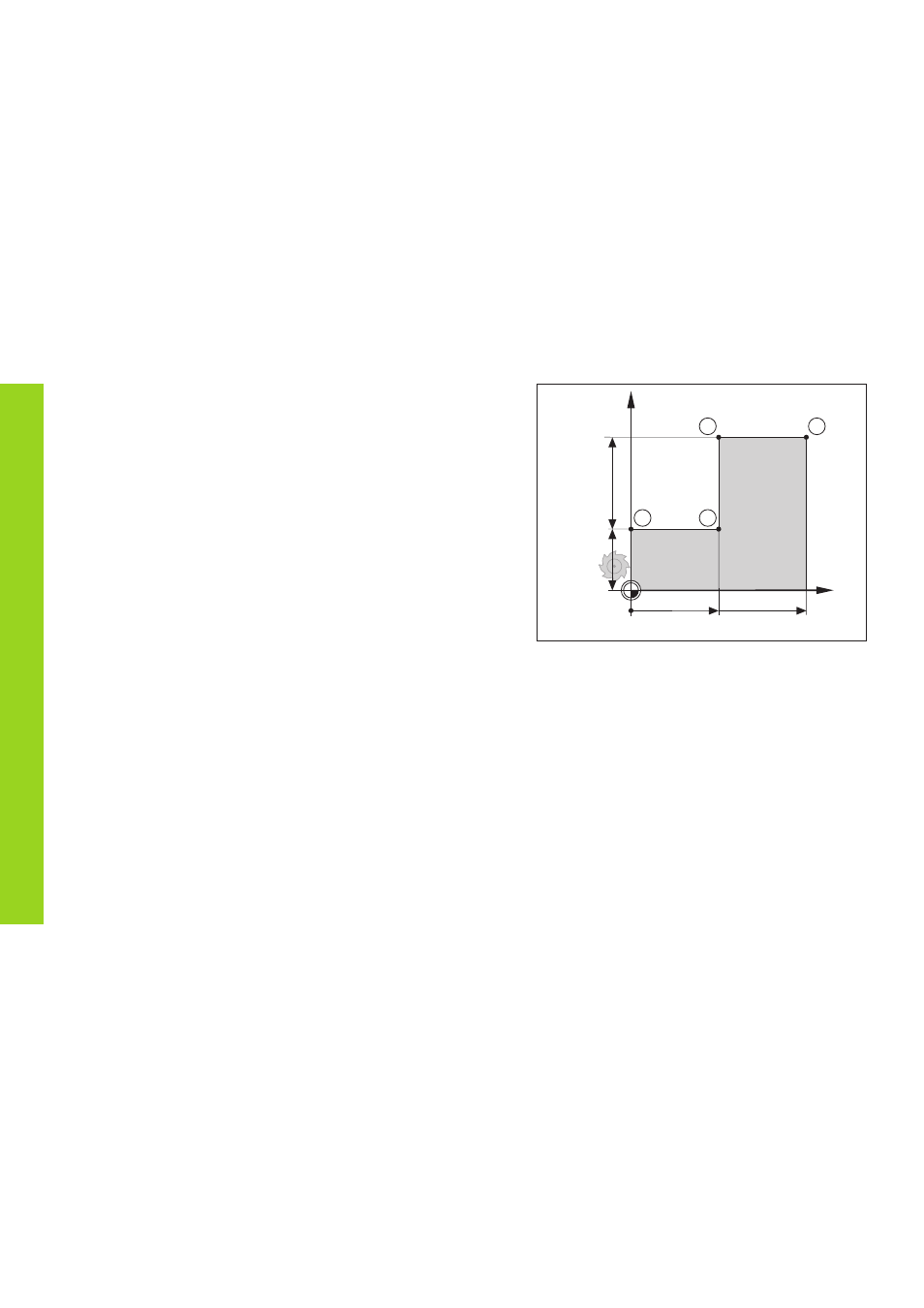
Př klad použit : frézován stupňů
Parametry nástroje: poloměr 6 mm
délka 50 mm
osa Z
Výchoz poloha:
X – 6 mm
Y
0 mm
Z
0 mm
Zadán
programu
Y
X
1
2
3
4
60
30
20
0
0
30
20