HEIDENHAIN PT 855 for Milling Uživatelská příručka
Stránka 10
I 1
Základy polohovac ch údajů
POSITIP 855
Návod pro uživatele
11
Základy polohovac ch údajů
Odměřovac systémy
Odměřovac systémy převáděj pohyby strojn ch os na elektrické
signály. POSITIP tyto signály vyhodnocuje, zjiš uje aktuáln polohu
strojn ch os a tuto polohu indikuje jako č selnou hodnotu na
obrazovce.
Při výpadku napájen dojde ke ztrátě přiřazen mezi polohou
san stroje a vypočtenou aktuáln polohou. Pomoc referenčn ch
značek odměřovac ch systémů a REF automatiky POSITIPu můžete
po zapnut toto přiřazen opět obnovit.
Úhlová vztažná osa
Pro úhlové údaje jsou definovány tyto vztažné osy:
Rovina
Úhlová vztažná osa
X Y
+X
Y Z
+Y
Z X
+Z
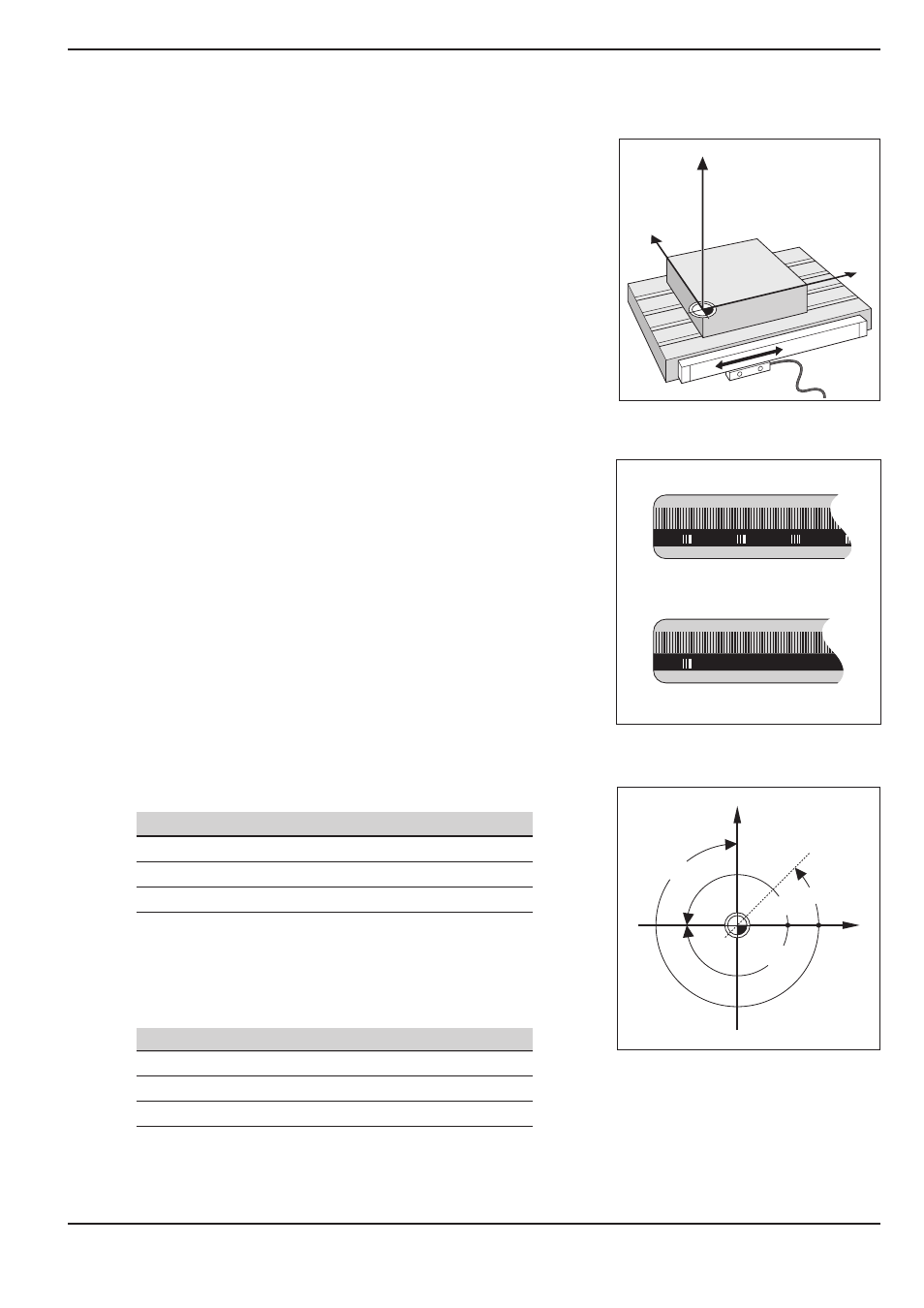
Kladný smysl otáčen je proti směru pohybu hodinových
ruček, pozorujete li rovinu obráběn ve směru záporné
osy nástroje (viz obr. 10).
Př klad: úhel v rovině obráběn X / Y
Úhel
odpov dá
+
45°
... ose úhlu mezi +X und +Y
+/– 180°
... záporné ose X
–
270°
... kladné ose Y
Referenčn značky
Na měř tkách odměřovac ch systémů je um stěna jedna nebo
několik referenčn ch značek. Tyto referenčn značky generuj při
přejet signál, který označuje pro POSITIP určitou polohu měř tka
jako referenčn bod (vztažný bod měř tka = pevný vztažný
bod stroje).
Při přej žděn těchto referenčn ch bodů zjiš uje POSITIP
pomoc REF automatiky opět ta přiřazen mezi polohou san a
indikovanými hodnotami, která jste naposledy definovali.
U lineárn ch odměřovac ch systémů s distančně kódovanými
referenčn mi značkami mus te za t m účelem pojet strojn mi osami
maximálně o 20 mm (u rotačn ch odměřovac ch systémů o 20°).
Y
X
Z
Y
X
+45°
+180°
–180°
–270°
Obr. 8: Odměřovac systém pro lineárn
osu, např. pro osu X
Obr. 9: Měř tka – nahoře s distančně
kódovanými referenčn mi značkami,
dole s jednou referenčn značkou
Obr. 10:Úhel a úhlová vztažná osa např. v
rovině X / Y