D18: čtení systémových dat, 7 p řídavné funkce – HEIDENHAIN TNC 320 (340 55x-04) ISO programming Uživatelská příručka
Stránka 215
HEIDENHAIN TNC 320
215
8.7 P
řídavné funkce
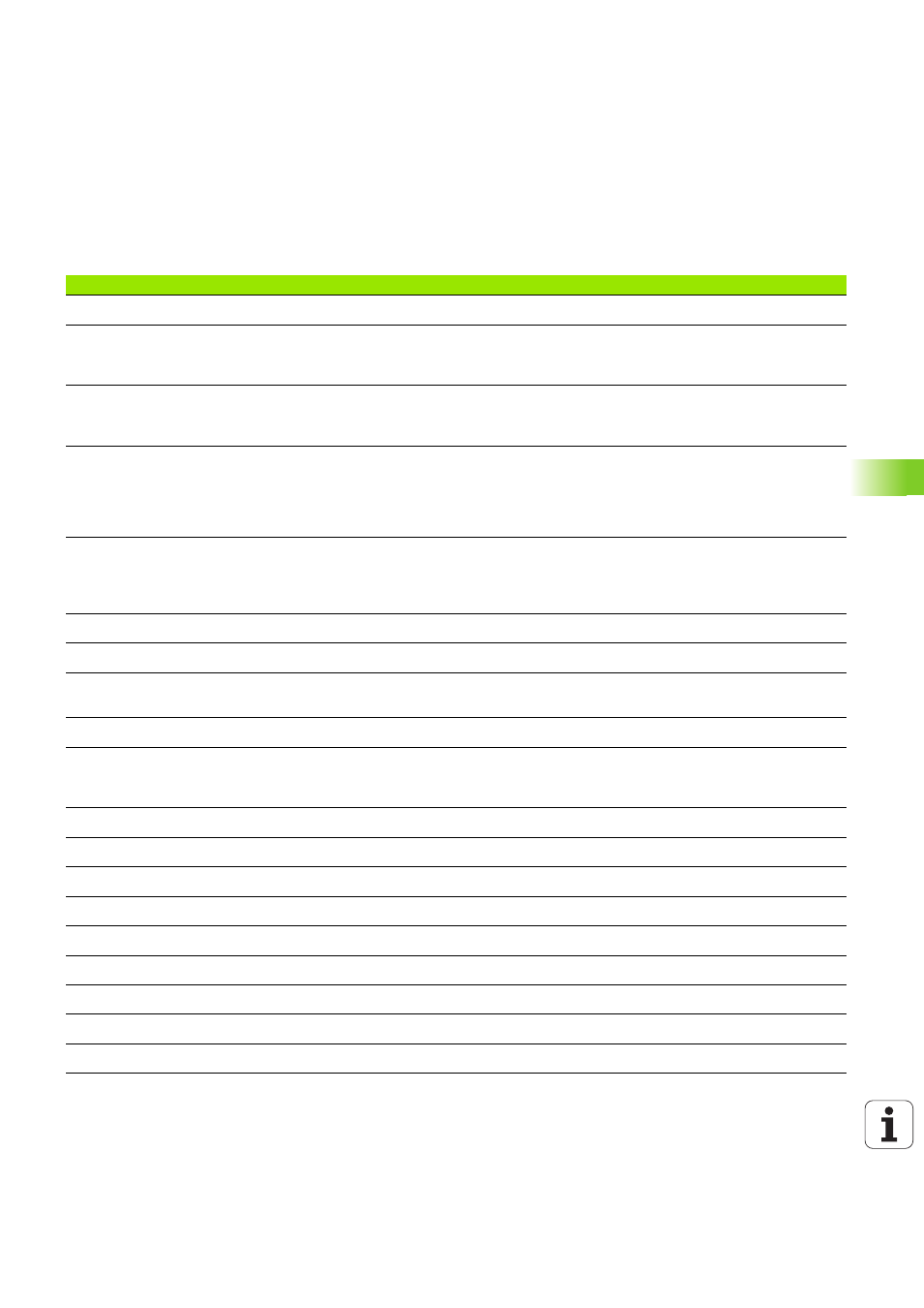
D18: Čtení systémových dat
Pomocí funkce D18 můžete číst systémová data a ukládat je do
Q-parametrů. Volba systémového data se provede pomocí čísla
skupiny (ID-č.), čísla a případně pomocí indexu.
Jméno skupiny, ID-č.
Číslo
Index
Význam
Informace o programu, 10
3
-
Číslo aktivního obráběcího cyklu
103
Číslo Q-parametru
Je relevantní uvnitř NC-cyklů; pro zjištění zda Q-
parametr uvedený pod IDX byl explicitně uveden v
příslušném CYCLE DEF.
Skokové adresy systému, 13
1
-
Návěstí, na které skočí M2/M30, namísto ukončení
aktuálního programu hodnota = 0: M2/M30 působí
normálně
2
-
Návěstí, na které se skočí při FN14: ERROR s reakcí
NC-CANCEL, namísto přerušení programu s chybou.
Číslo chyby naprogramované v příkazu FN14 se
může přečíst pod ID992 NR14.
Hodnota = 0: FN14 působí normálně.
3
-
Návěstí, na které se skočí při interní chybě serveru
(SQL, PLC, CFG), namísto přerušení programu s
chybou.
Hodnota = 0: chyba serveru působí normálně.
Stav stroje, 20
1
-
Číslo aktivního nástroje
2
-
Číslo připraveného nástroje
3
-
Aktivní osa nástroje
0=X, 1=Y, 2=Z, 6=U, 7=V, 8=W
4
-
Programované otáčky vřetena
5
-
Aktivní stav vřetena: -1 = nedefinovaný, 0 = M3
aktivní,
1 = M4 aktivní, 2 = M5 po M3, 3 = M5 po M4
7
-
Převodový stupeň
8
-
Stav chladicí kapaliny: 0 = vypnuto, 1 = zapnuto
9
-
Aktivní posuv
10
-
Index připraveného nástroje
11
-
Index aktivního nástroje
Údaje o kanálu, 25
1
-
Číslo kanálu
Parametry cyklu, 30
1
-
Bezpečná vzdálenost aktivního obráběcího cyklu
2
-
Hloubka vrtání/frézování aktivního obráběcího cyklu
3
-
Hloubka přísuvu aktivního obráběcího cyklu