2 základy k dráhovým funkcím – HEIDENHAIN TNC 320 (340 55x-05) Uživatelská příručka
Stránka 162
162
Programování: Programování obrysů
6.2 Základy k dráhovým funkcím
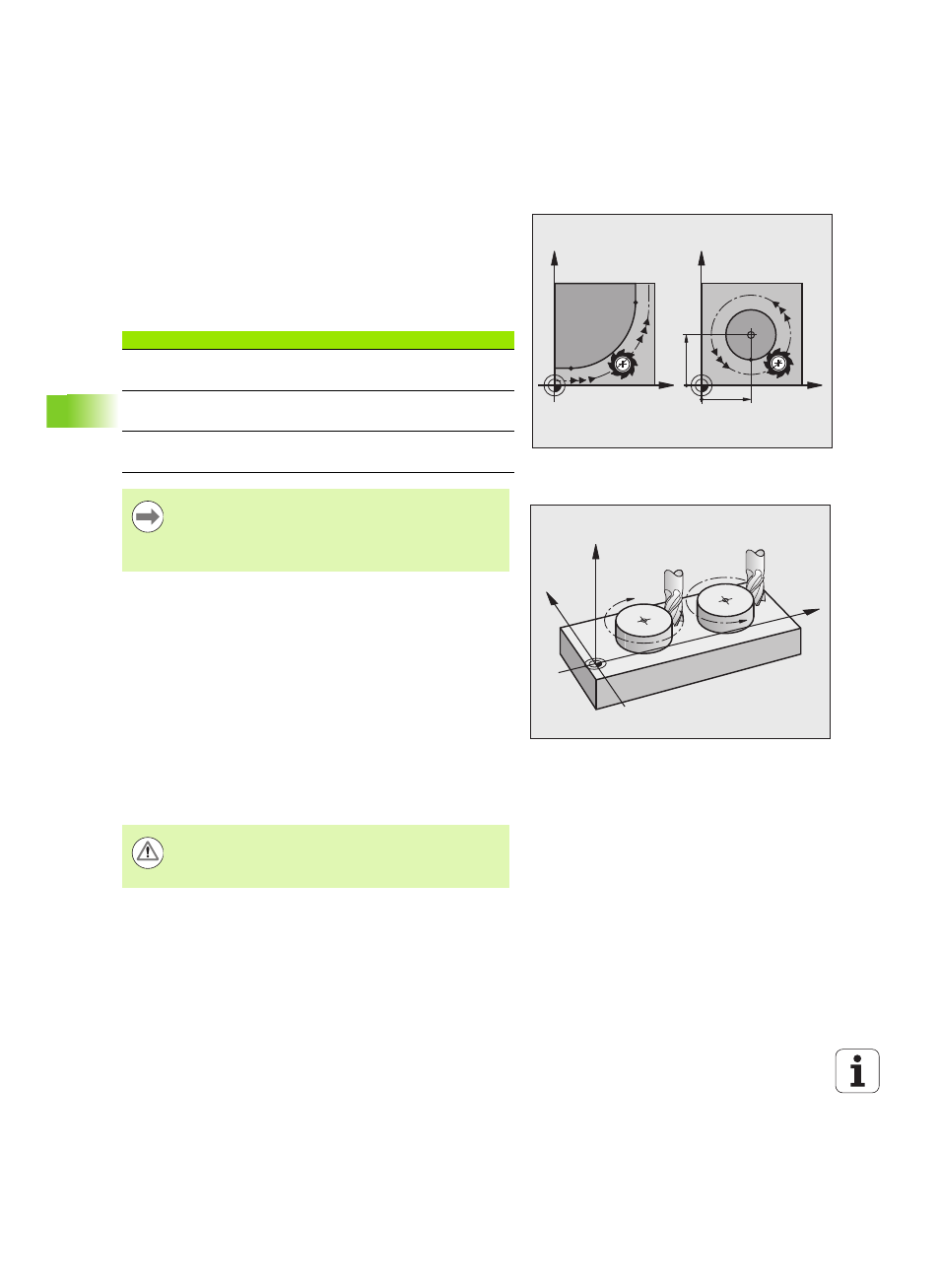
Kruhy a kruhové oblouky
Při kruhových pohybech pojíždí TNC dvěma strojními osami
současně: nástroj se pohybuje relativně vůči obrobku po kruhové
dráze. Pro kruhové pohyby můžete zadat střed kruhu CC.
Dráhovými funkcemi pro kruhové oblouky naprogramujete kruhy v
hlavních rovinách: hlavní rovina se definuje při vyvolání nástroje TOOL
CALL určením osy vřetena:
Smysl otáčení DR při kruhových pohybech
Pro kruhové pohyby bez tangenciálního připojení na jiné prvky obrysu
zadávejte smysl otáčení takto:
Otáčení ve smyslu hodinových ručiček: DR-
Otáčení proti směru hodinových ručiček: DR+
Korekce rádiusu
Korekce rádiusu musí být zadána v tom bloku, jímž najíždíte na první
obrysový prvek. Korekci rádiusu nesmíte aktivovat v bloku pro
kruhovou dráhu. Naprogramujte ji předtím v přímkovém bloku (viz
„Dráhové pohyby – pravoúhlé souřadnice”, strana 172) nebo v bloku
najetí (blok APPR, viz „Najetí a opuštění obrysu”, strana 164).
Předpolohování
X
Y
X
Y
CC
X
CC
Y
CC
Osa vřetena
Hlavní rovina
Z
XY, též
UV, XV, UY
Y
ZX, též
WU, ZU, WX
X
YZ, též
VW, YW, VZ
Kruhy, které neleží rovnoběžně s hlavní rovinou,
naprogramujete též funkcí „Naklopení roviny
obrábění“(viz Příručku uživatele cyklů, cyklus 19, ROVINA
OBRÁBĚNÍ) nebo pomocí Q-parametrů (viz „Princip a
CC
CC
DR
DR+
X
Z
Y
Pozor nebezpečí kolize!
Předvolte polohu nástroje na začátku programu obrábění
tak, aby bylo vyloučeno poškození nástroje a obrobku.