HEIDENHAIN iTNC 530 (340 422) Uživatelská příručka
Stránka 259
HEIDENHAIN iTNC 530
259
7.5 Přdavné funkce pr
o r
o
tačn osy
Zachován polohy hrotu nástroje při polohován
naklápěc ch os (TCPM): M128 (volitelný
software 2)
Standardn chován
TNC naj žd nástrojem na polohy definované v programu obráběn .
Změn li se v programu poloha naklápěc osy, pak se mus takto
vzniklé přesazen v lineárn ch osách vypoč tat a najet na ně v
polohovac m bloku (viz obrázek u M114).
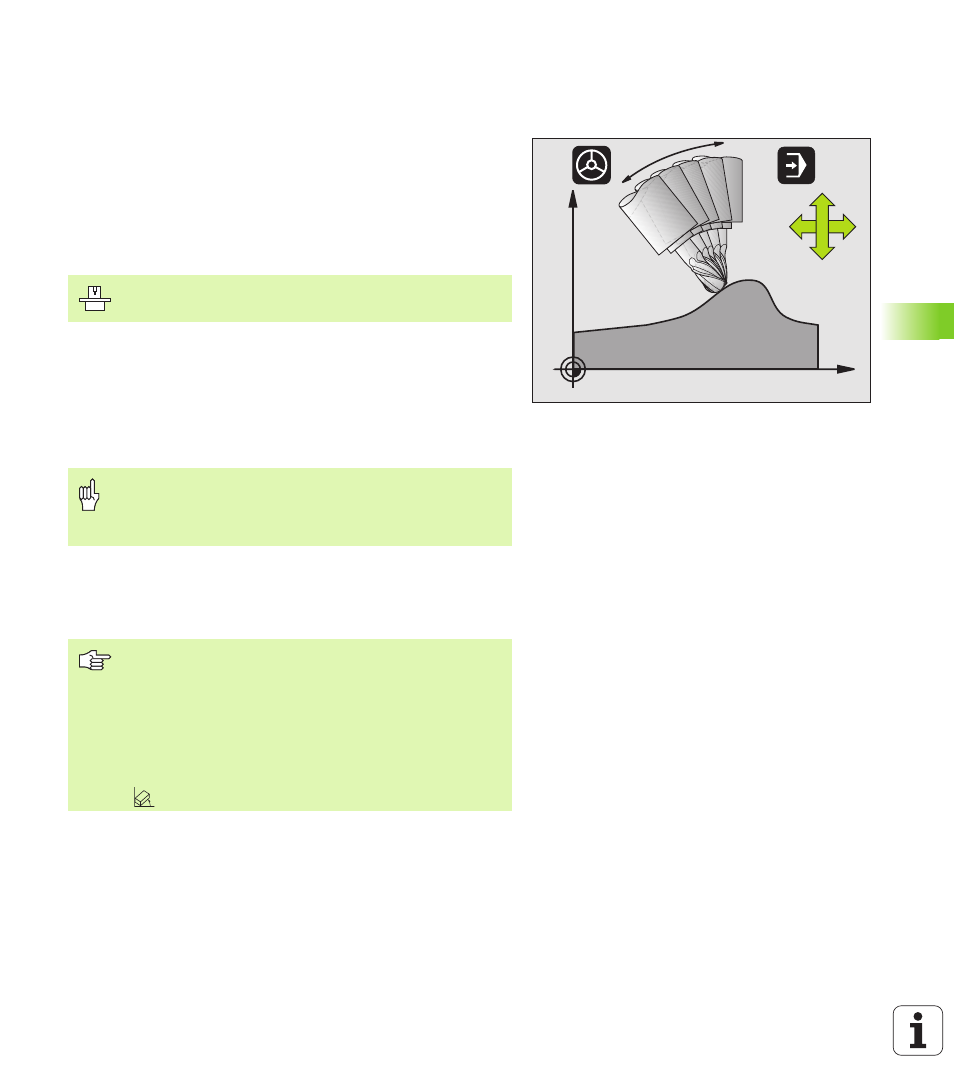
Chován s M128 (TCPM: Tool Center Point Management)
(ř zen středu nástroje)
Změn li se v programu poloha některé ř zené naklápěc osy, pak
zůstane během procesu naklápěn poloha hrotu nástroje oproti
obrobku nezměněna.
Použijte M118 ve spojen s M128, pokud chcete během prováděn
programu změnit ručn m kolečkem polohu naklápěc osy. Proložené
polohován ručn m kolečkem se při aktivn M128 uskutečn v
pevném strojn m souřadném systému.
Za M128 můžete zadat ještě posuv, j mž TNC provede kompenzačn
pohyby v lineárn ch osách. Nezadáte li žádný posuv nebo zadáte
posuv větš než jaký je definován ve strojn m parametru 7471, je
účinný posuv ze strojn ho parametru 7471.
X
Z
B
Z
X
Geometrie stroje mus být definována výrobcem stroje ve
strojn ch parametrech 7510 a následuj c ch.
U naklápěc ch os s Hirthovým ozuben m: polohu
naklápěc osy měňte pouze tehdy, když jste odjeli
nástrojem. Jinak by mohlo při vyj žděn z ozuben doj t k
poškozen obrysu.
Před polohován m s M91 nebo M92 a před TOOL CALL:
zrušte M128.
Aby se zabránilo poškozen obrysu, sm te s M128 použ t
jen rádiusovou frézu.
Délka nástroje se mus vztahovat ke středu koule
rádiusové frézy.
Je li M128 aktivn , zobraz TNC v indikaci stavu symbol
.