HEIDENHAIN iTNC 530 (340 49x-06) Uživatelská příručka
Stránka 490
490
Programování: Víceosové obrábění
12.6 T
rojrozm
ěrná korekce nástroje (volitelný sof
tware 2)
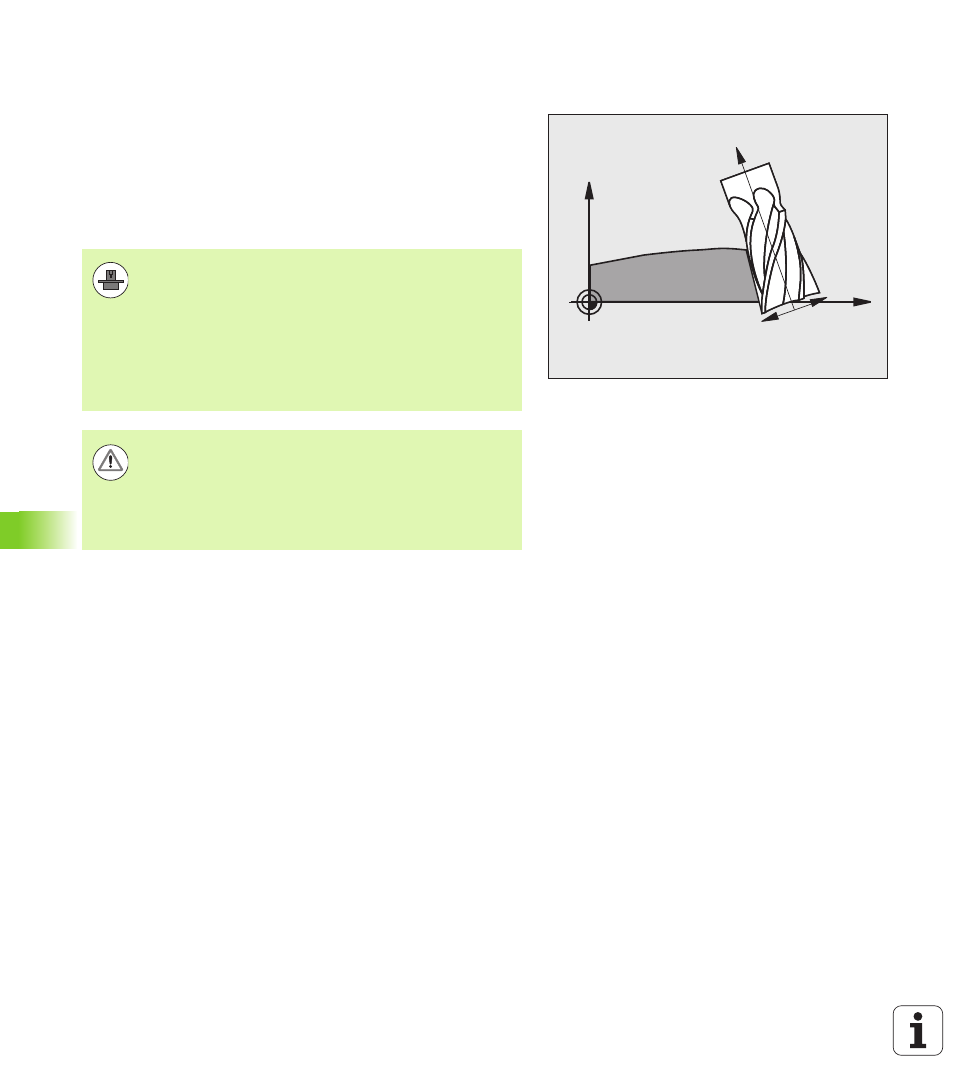
Peripheral Milling (Obvodové frézování): 3D-
korekce rádiusu s orientací nástroje
TNC přesadí nástroj kolmo ke směru pohybu a kolmo ke směru
nástroje o součet delta-hodnot DR (tabulka nástrojů a TOOL CALL).
Směr korekce definujete korekcí rádiusu RL/RR (viz obrázek, směr
pohybu Y+). Aby TNC mohl dosáhnout zadanou orientaci nástroje,
musíte aktivovat funkci M128 (viz „Zachování polohy hrotu nástroje při
polohování naklápěcích os (TCPM): M128 (volitelný software 2)” na
stránce 480). TNC pak napolohuje rotační osy stroje automaticky tak,
aby nástroj dosáhl své předvolené orientace s aktivní korekcí.
X
Z
RL
RR
Tato funkce je možná pouze u strojů, v jejichž konfiguraci
naklápěcích os lze definovat prostorové úhly. Informujte
se ve vaší příručce ke stroji.
TNC nemůže automaticky polohovat osy natočení u všech
strojů. Informujte se ve vaší příručce ke stroji.
Uvědomte si, že TNC provádí korekci o definované Delta-
hodnoty. Rádius nástroje R, definovaný v tabulce
nástrojů, nemá na korekci žádný vliv.
Pozor nebezpečí kolize!
U strojů, jejichž rotační osy dovolují jenom omezený
rozsah pojezdu, mohou při automatickém polohování
vzniknout pohyby, které vyžadují například otočení stolu o
180 °. Věnujte pozornost nebezpečí kolize hlavy s
obrobkem nebo upínadly.