83 de finice o b rá b ění – HEIDENHAIN iTNC 530 (340 49x-06) Pilot Uživatelská příručka
Stránka 83
83
De
finice o
b
rá
b
ění
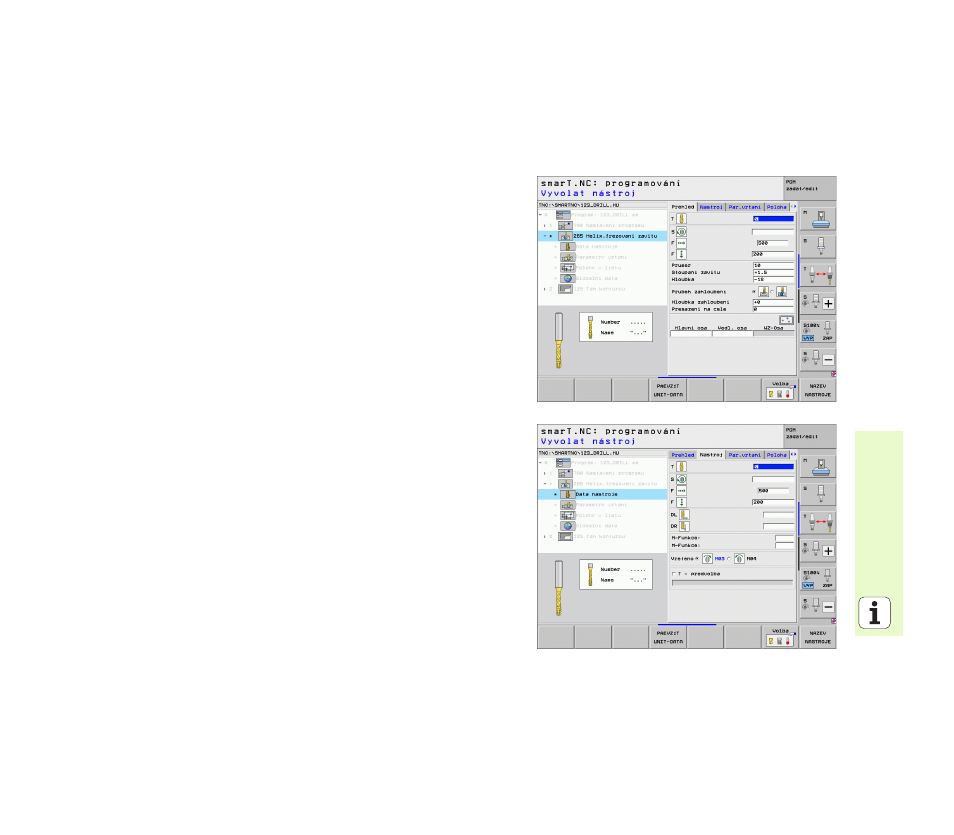
Jednotka 265 Vrtací frézování závitů Helix
Parametry ve formuláři Přehled:
U
T: číslo nebo název nástroje (přepínatelné softtlačítkem).
U
S: otáčky vřetena v [ot/min] nebo řezná rychlost [m/min].
U
F: Frézovací posuv
U
F: posuv zahlubování [mm/min] nebo FU [mm/ot]
U
Průměr: jmenovitý průměr závitu
U
Stoupání závitu: stoupání závitu.
U
Hloubka: Hloubka závitu
U
Postup zahloubení: volba, zda se má zahloubit před frézováním
závitu, nebo až po něm
U
Čelní hloubka zahloubení: hloubka zahloubení u čelního
zahlubování.
U
Přesazení na čele: vzdálenost, o níž TNC přesadí střed nástroje ze
středu díry
U
Obráběcí pozice (viz „Definice obráb?cích pozic” na stran? 149)
Dodatečné parametry v podrobném formuláři Tool:
U
DL: delta délky pro nástroj T.
U
DR: delta rádiusu pro nástroj T.
U
M-funkce: libovolné přídavné funkce M.
U
Vřeteno: směr otáčení vřetena. smarT.NC nastavuje standardně M3.
U
Předvolba nástroje: v případě potřeby číslo dalšího nástroje pro
urychlení výměny nástroje (závisí na stroji).