Vložení zkosení mezi dvě přímky, 4 dráhové pohyby – pravoúhlé sou řadnice – HEIDENHAIN iTNC 530 (606 42x-01) ISO programming Uživatelská příručka
Stránka 198
198
Programování: Programování obrysů
6.4 Dráhové pohyby – pravoúhlé sou
řadnice
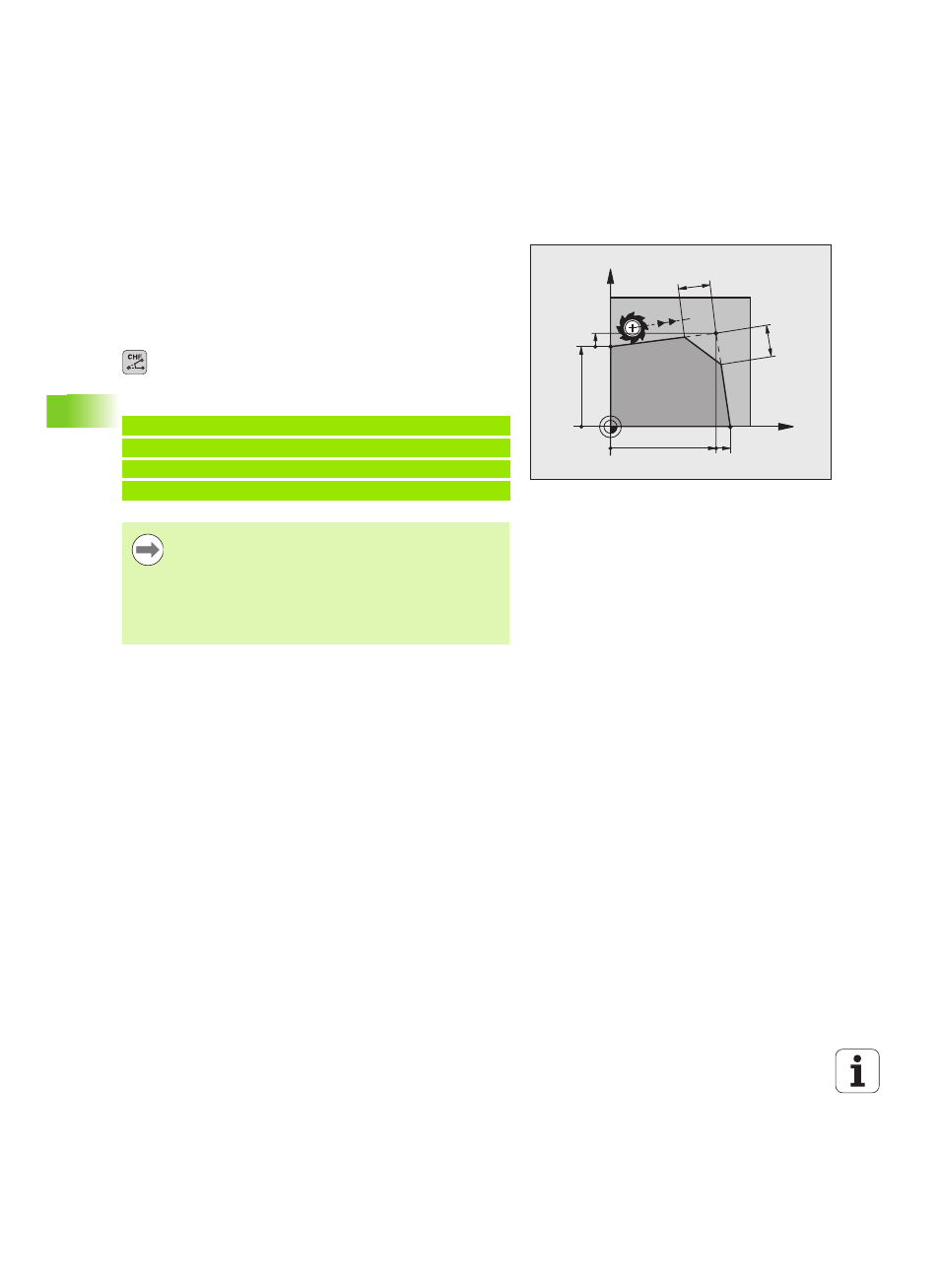
Vložení zkosení mezi dvě přímky
Rohy obrysu, které vzniknou jako průsečík dvou přímek, můžete
opatřit zkosením (sražením).
V přímkových blocích před a za blokem G24 naprogramujte pokaždé
obě souřadnice roviny, ve které má být úkos proveden.
Korekce rádiusu před a za blokem G24 musí být stejná.
Zkosení musí být proveditelné aktuálním nástrojem
U
Úsek zkosení: délka zkosení, pokud je třeba:
U
Posuv F (účinný jen v bloku G24)
Příklad NC-bloků
X
Y
40
12
30
5
12
5
N70 G01 G41 X+0 Y+30 F300 M3 *
N80 X+40 G91 Y+5 *
N90 G24 R12 F250 *
N100 G91 X+5 G90 Y+0 *
Obrys nesmí začínat blokem G24.
Zkosení se provádí pouze v rovině obrábění.
Na rohový bod odříznutý zkosením se nenajíždí.
Posuv programovaný v CHF-bloku je účinný pouze v
tomto bloku. Potom je opět platný posuv programovaný
před blokem G24.