Tangenciální najíždění a odjíždění, 3 najetí a opušt ění obrysu – HEIDENHAIN TNC 620 (340 56x-02) ISO programming Uživatelská příručka
Stránka 158
158
Programování: Programování obrysů
6.3 Najetí a opušt
ění obrysu
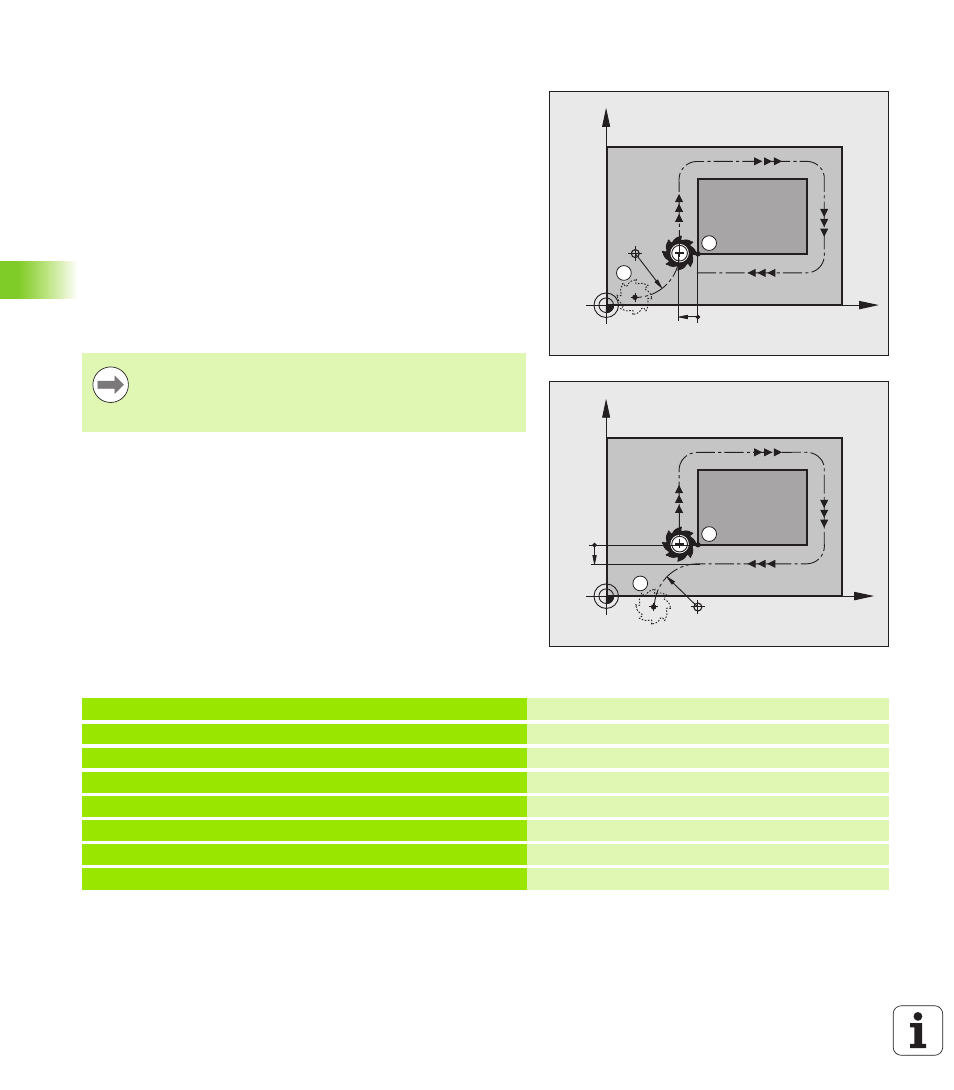
Tangenciální najíždění a odjíždění
Pomocí funkce G26 (obrázek vpravo uprostřed) můžete k obrobku
tangenciálně najíždět a funkcí G27 (obrázek vpravo dole) můžete od
obrobku tangenciálně odjíždět. Tím zabráníte škrábancům od frézy.
Výchozí a koncový bod
Výchozí a koncový bod leží blízko prvního, případně posledního bodu
obrysu mimo obrobku a musí se naprogramovat bez korekce rádiusu.
Nájezd
U
G26 zadejte za blokem, kde je naprogramován první bod obrysu: to
je první blok s korekcí rádiusu G41/G42.
Odjetí
U
G27 zadejte za blokem, kde je naprogramován poslední bod obrysu:
to je poslední blok s korekcí rádiusu G41/G42.
Příklad NC-bloků
X
Y
A
R
S
G41
G40
X
Y
G41
G40
E
R
B
Rádius G26 a G27 musíte zvolit tak, aby TNC mohl vykonat
kruhovou dráhu mezi výchozím bodem a prvním bodem
obrysu a také mezi posledním bodem obrysu a koncovým
bodem.
N50 G00 G40 G90 X-30 Y+50 *
Okamžik startu
N60 G01 G41 X+0 Y+50 F350 *
První bod obrysu
N70 G26 R5 *
Tangenciální najetí s rádiusem R = 5 mm
. . .
PROGRAMOVÁNÍ OBRYSOVÝCH PRVKŮ
. . .
Poslední obrysový prvek
N210 G27 R5 *
Tangenciální odjetí s rádiusem R = 5 mm
N220 G00 G40 X-30 Y+50 *
Koncový bod