3 korekce nástroje – HEIDENHAIN TNC 620 (340 56x-03) ISO programming Uživatelská příručka
Stránka 153
HEIDENHAIN TNC 620
153
5.3 Korekce nástroje
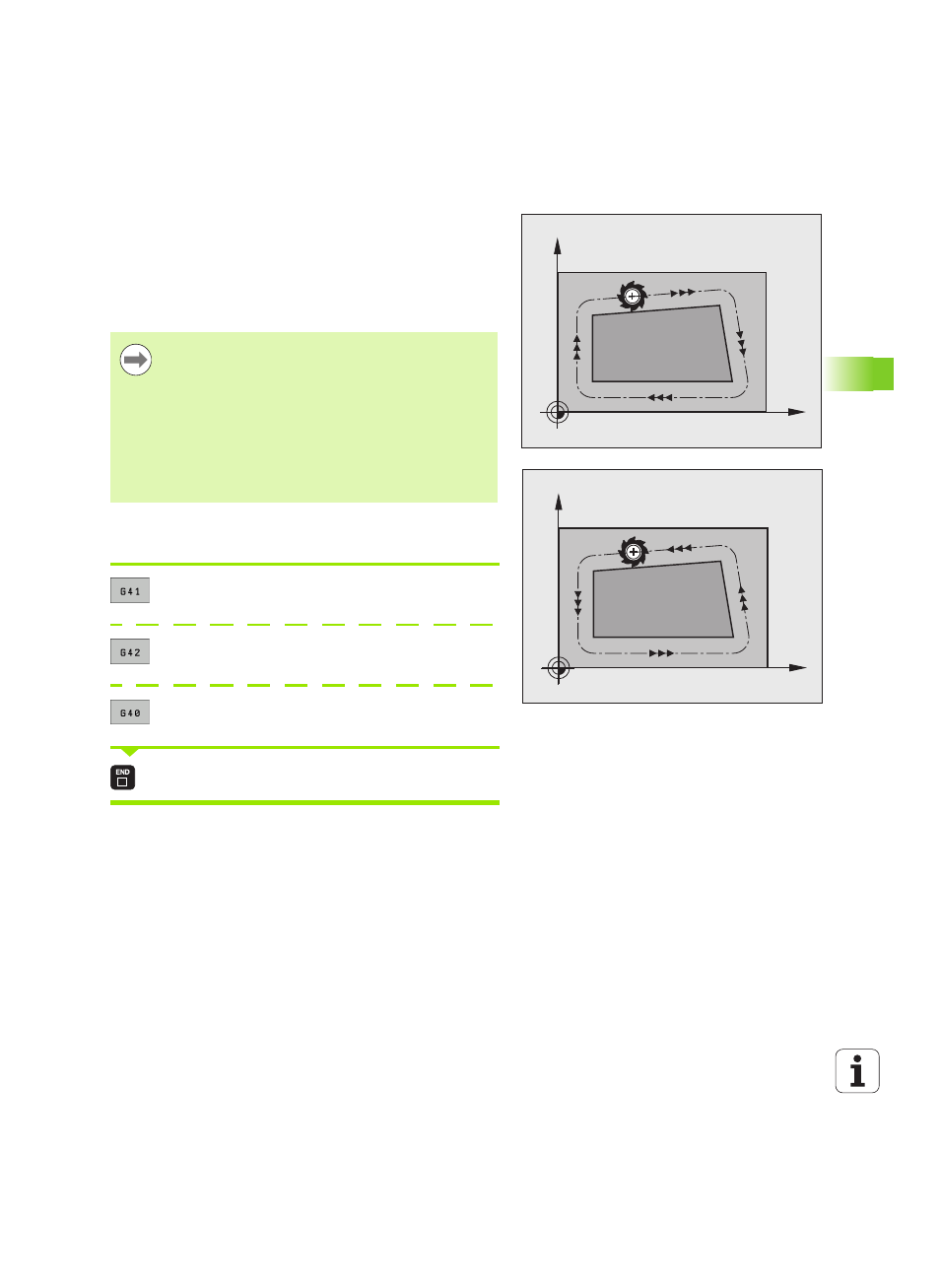
Dráhové pohyby s korekcí rádiusu: G42 a G41
Střed nástroje se přitom nachází ve vzdálenosti rádiusu nástroje od
programovaného obrysu. „Vpravo“ a „vlevo“ označuje polohu nástroje
ve směru pojezdu podél obrysu obrobku. Viz obrázky.
Zadání korekce rádiusu
Korekci rádiusu zadejte v bloku G01:
Pohyb nástroje vlevo od programovaného obrysu:
zvolte funkci G41, nebo
Pohyb nástroje vpravo od programovaného obrysu:
zvolte funkci G42, nebo
Pohyb nástroje bez korekce rádiusu, případně
zrušení korekce rádiusu: zvolte funkci G40
Ukončení bloku: stiskněte klávesu END (KONEC)
X
Y
G41
X
Y
G42
G43
Nástroj pojíždí vpravo od obrysu
G42
Nástroj pojíždí vlevo od obrysu
Mezi dvěma bloky programu s rozdílnou korekcí rádiusu
G43 a G42 musí být nejméně jeden blok pojezdu v rovině
obrábění bez korekce rádiusu (tedy s G40).
TNC aktivuje korekci rádiusu ke konci bloku, ve kterém
jste ji poprvé naprogramovali.
Při prvním bloku s korekcí rádiusu G42/G41 a při zrušení s
G40 polohuje TNC nástroj vždy kolmo na programovaný
bod startu nebo konce. Napolohujte nástroj před prvním
bodem obrysu, respektive za posledním bodem obrysu
tak, aby nedošlo k poškození obrysu.