Vytvoření programu cyklů, 3 programování prvního dílce – HEIDENHAIN TNC 620 (73498x-01) ISO programming Uživatelská příručka
Stránka 42
42
První kroky s TNC 620
1.3 Programování prvního dílce
Vytvoření programu cyklů
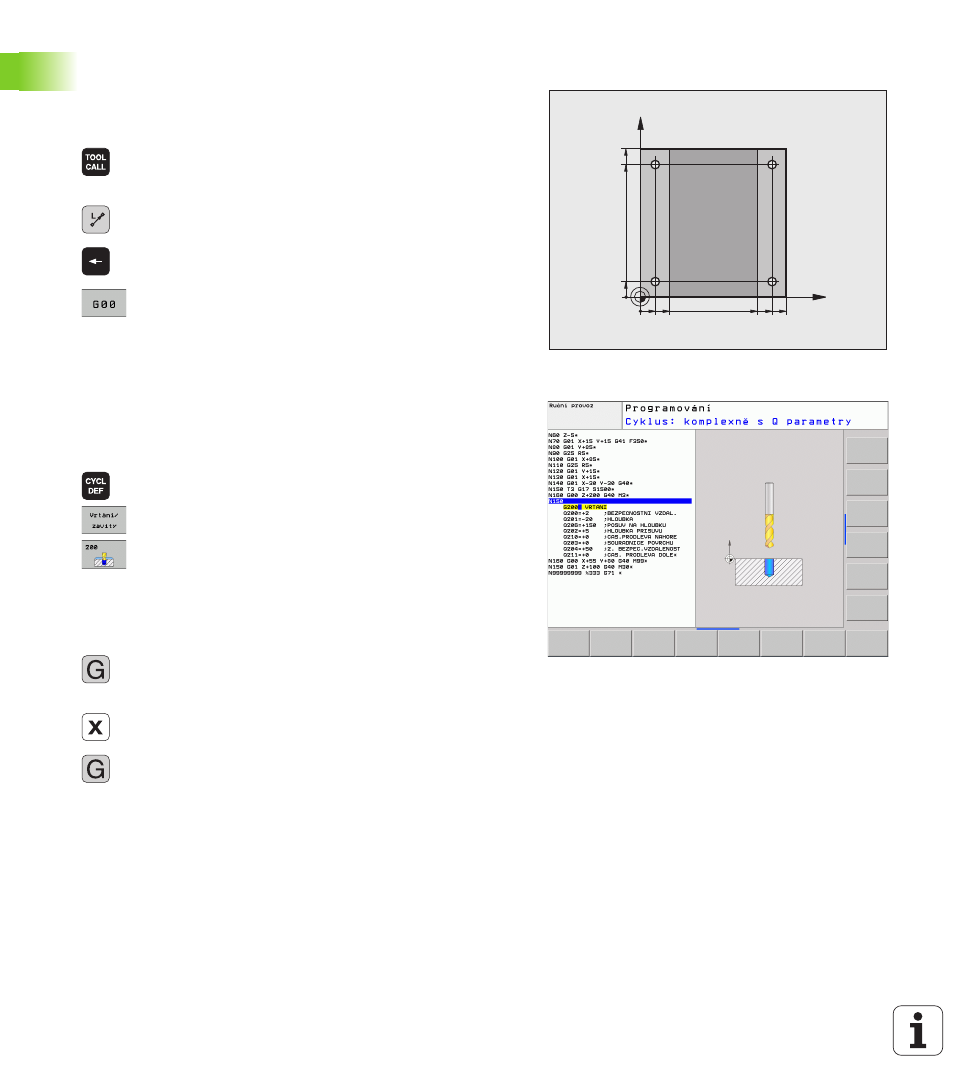
Otvory znázorněné na obrázku vpravo (hloubka 20 mm) se mají
zhotovit standardním vrtacím cyklem. Definici polotovaru jste již
připravili.
U
Vyvolání nástroje: Zadejte data nástroje. Potvrďte
každé zadání klávesou ENT, nezapomeňte na osu
nástroje
U
K otevření bloku programu pro pohyb po přímce
stiskněte klávesu L.
U
Levou směrovou klávesou přejděte do oblasti
zadávání pro G-funkce
U
K pojezdu rychloposuvem zvolte softtlačítko G0
U
Odjetí nástrojem: K odjetí v ose nástroje stiskněte
oranžovou osovou klávesu Z a zadejte hodnotu
najížděné pozice, např. 250. Zadání potvrďte
klávesou ENT
U
Korekce rádiusu: RL/RR/bez korekce? Potvrďte
klávesou ENT: Neaktivovat žádnou korekci rádiusu
U
Přídavná funkce M? Potvrdit stiskem klávesy END:
TNC uloží zadaný pojezdový blok
U
Vyvolání nabídky cyklů
U
Zobrazení vrtacích cyklů
U
Volba standardního vrtacího cyklu 200: TNC spustí
dialog k definici cyklu. Zadávejte parametry, na které
se TNC dotazuje, krok za krokem, každé zadání
potvrďte klávesou ENT. TNC zobrazuje v pravé
obrazovce dodatečně grafiku, v níž je znázorněn
příslušný parametr cyklu.
U
Najetí první vrtací pozice: Zadejte souřadnice vrtací
pozice, zapněte chladicí kapalinu a vřeteno, vyvolejte
cyklus pomocí M99
U
Najetí další vrtací pozice: Zadejte souřadnice dané
vrtací pozice, vyvolejte cyklus pomocí M99
U
Odjetí nástrojem: K odjetí v ose nástroje stiskněte
oranžovou osovou klávesu Z a zadejte hodnotu
najížděné pozice, např. 250. Zadání potvrďte
klávesou ENT
U
Korekce rádiusu: RL/RR/bez korekce? Potvrďte
klávesou ENT: Neaktivovat žádnou korekci rádiusu
U
Přídavná funkce M? Zadejte M2 k ukončení programu
a potvrďte klávesou END: TNC uloží zadaný
pojezdový blok
X
Y
20
10
100
100
10
90
90
80
0
0
0