Definování neobrobeného polotovaru, Definici polotovaru (viz "definování neobrobeného, Polotovaru", stránka 49) – HEIDENHAIN TNC 620 (73498x-02) ISO programming Uživatelská příručka
Stránka 49: Programování prvního dílce 1.3
Programování prvního dílce
1.3
1
TNC 620 | Uživatelská příručka programování v DIN/ISO | 8/2013
49
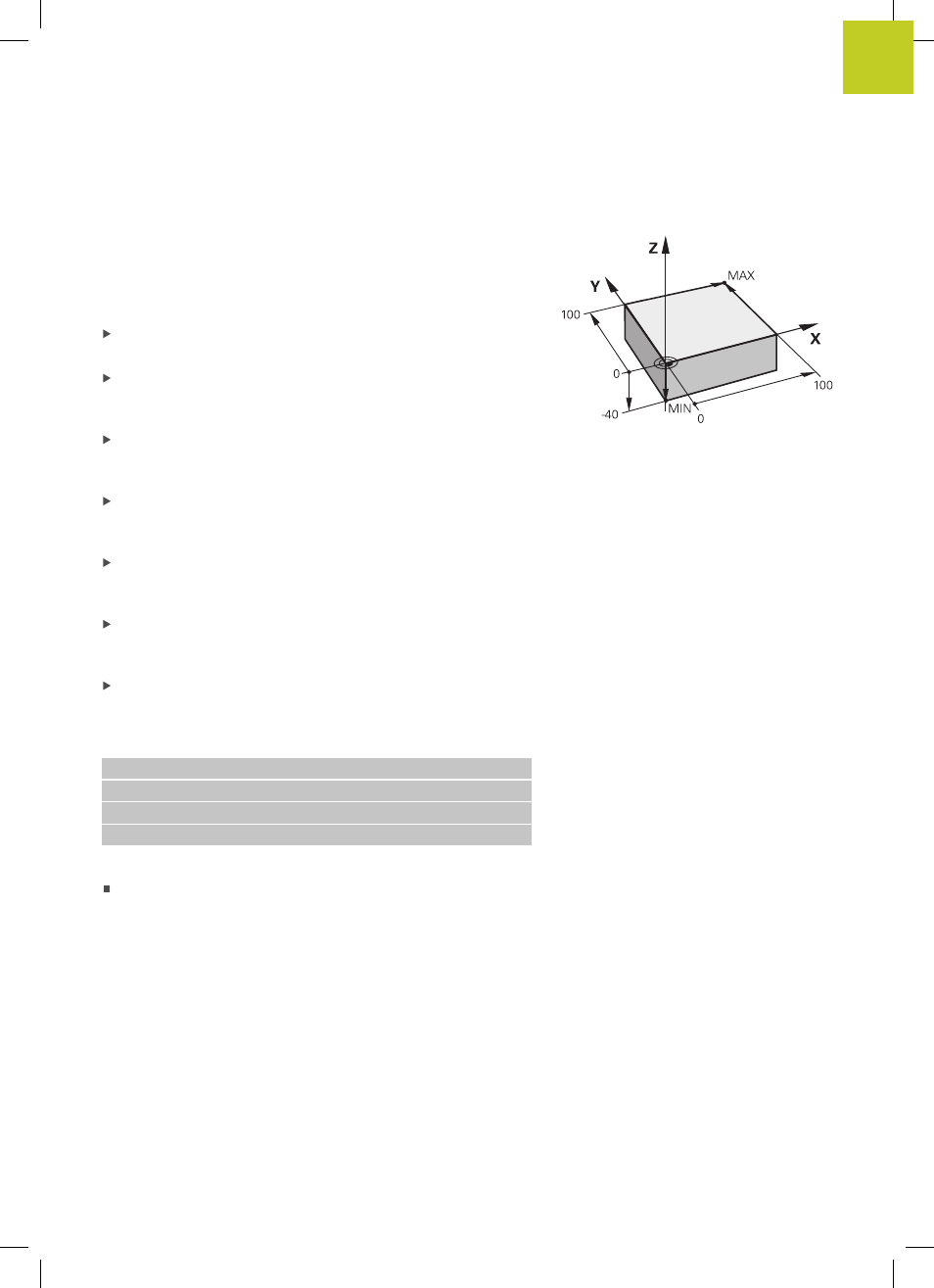
Definování neobrobeného polotovaru
Po otevření nového programu spustí TNC okamžitě dialog k zadání
definice polotovaru. Jako polotovar definujete vždy hranol zadáním
bodů MIN a MAX, vztažených ke zvolenému vztažnému bodu.
Když jste otevřeli nový program, zavede TNC automaticky definici
polotovaru a dotáže se na jeho potřebná data:
Osa vřetena Z – Rovina XY
: Zadejte aktivní osu vřetena. G17 je
nastaveno jako předvolba, klávesou ENT potvrďte
Definice neobrobeného polotovaru: Minimum X
: Zadejte
nejmenší souřadnici X polotovaru, vztaženou ke vztažnému
bodu, např. 0, klávesou ENT potvrďte
Definice neobrobeného polotovaru: Minimum Y
: Zadejte
nejmenší souřadnici Y polotovaru, vztaženou ke vztažnému
bodu, např. 0, klávesou ENT potvrďte
Definice neobrobeného polotovaru: Minimum Z
: Zadejte
nejmenší souřadnici Z polotovaru, vztaženou ke vztažnému
bodu, např. -40, klávesou ENT potvrďte
Definice neobrobeného polotovaru: Maximum X
: Zadejte
největší souřadnici X polotovaru, vztaženou ke vztažnému bodu,
např. 100, klávesou ENT potvrďte
Definice neobrobeného polotovaru: Maximum Y
: Zadejte
největší souřadnici Y polotovaru, vztaženou ke vztažnému bodu,
např. 100, klávesou ENT potvrďte
Definice neobrobeného polotovaru: Maximum Z
: Zadejte
největší souřadnici Z polotovaru, vztaženou ke vztažnému bodu,
např. 0, klávesou ENT potvrďte. TNC dialog ukončí
Příklad NC-bloků
%NEU G71 *
N10 G30 G17 X+0 Y+0 Z-40 *
N20 G31 X+100 Y+100 Z+0 *
N99999999 %NEU G71 *
Podrobné informace k tomuto tématu