Korekce rádiusu břitu srk – HEIDENHAIN TNC 640 (34059x-02) ISO programming Uživatelská příručka
Stránka 422
Programování: Soustružení
14.2 Základní funkce (volitelný software 50)
14
422
TNC 640 | Uživatelská příručka programování v DIN/ISO | 8/2013
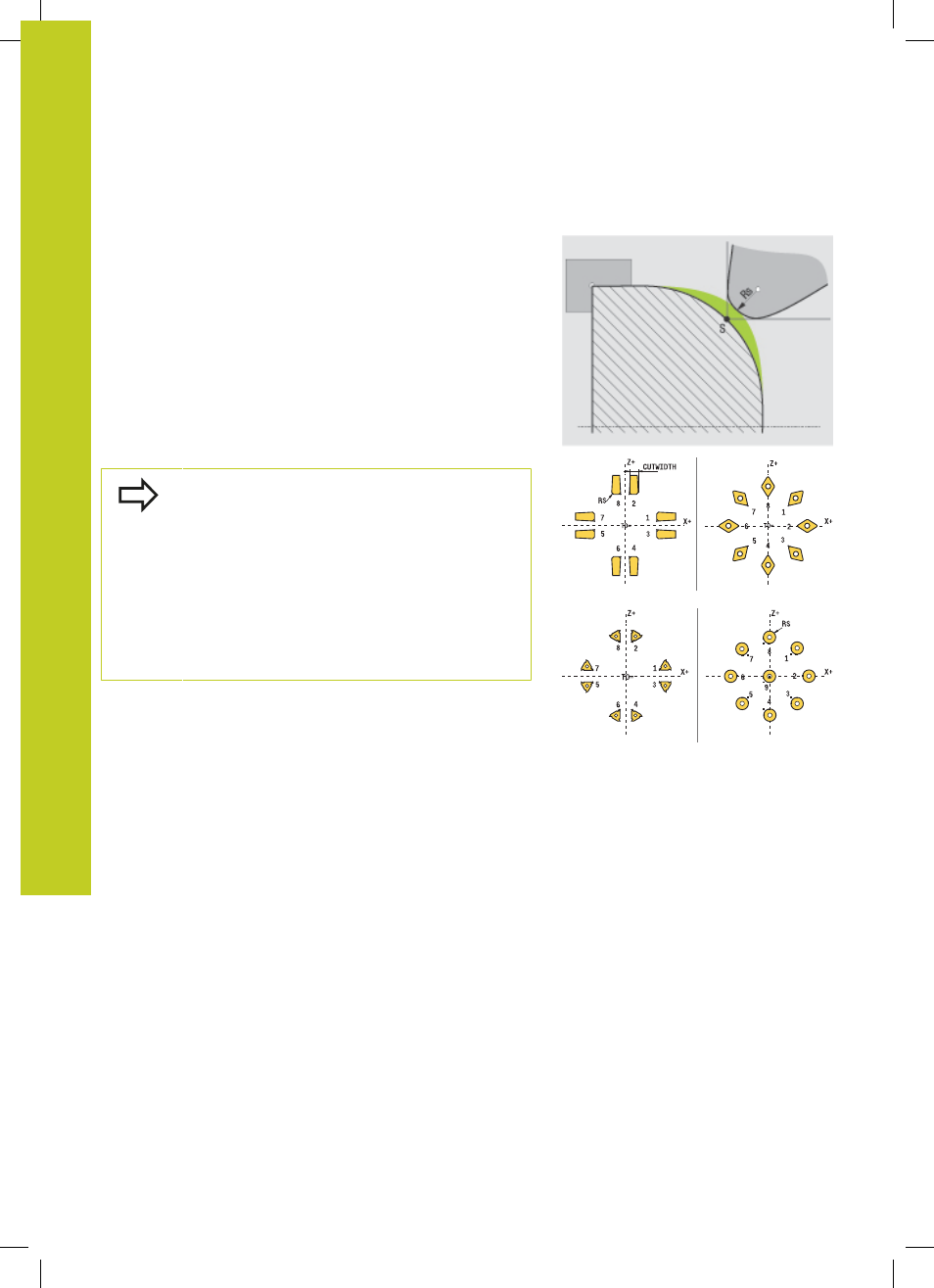
Korekce rádiusu břitu SRK
Soustružnické nástroje mají na špičce břitu zaoblení (RS). Tím
dochází při obrábění kuželů, zkosení a zaoblení k deformacím
obrysu, protože nastavené pojezdové dráhy se zásadně vztahují
k teoretické špičce břitu S (viz obrázek vpravo nahoře). SRK brání
odchylkách, ke kterým tak dochází.
V soustružnických cyklech TNC automaticky provádí korekce
rádiusu břitu. V jednotlivých pojezdových blocích a v rámci
naprogramovaných obrysů aktivujte SRK pomocí RL, popř. RR.
V soustružnických cyklech kontroluje TNC řeznou geometrii pomocí
vrcholového úhlu P-ANGLE a úhlu nastavení T-ANGLE. Obrysové
prvky v cyklu TNC obrábí pouze tak daleko, jak je to možné s
daným nástrojem. TNC vydá varování, pokud zůstane zbytkový
materiál.
V neutrální poloze břitu (TO = 2; 4; 6; 8) není směr
korekce rádiusu jednoznačný. V těchto případech je
SRK možná pouze v rámci cyklů.
TNC může provádět korekci poloměru špičky břitu
také během obrábění s naklopenými souřadnicemi.
Přitom platí následující omezení: Pokud aktivujete
obrábění s M128, není možná korekce rádiusu
břitu bez cyklu, tedy v pojezdových blocích s
RL
/RR. Pokud aktivujete obrábění s naklopenými
souřadnicemi pomocí M144, tak toto omezení
neplatí.