Důležité polohy při najetí a odjetí – HEIDENHAIN TNC 640 (34059x-04) ISO programming Uživatelská příručka
Stránka 204
Programování: Programování obrysů
6.3
Najetí a opuštění obrysu
6
204
TNC 640 | Uživatelská příručka programování v DIN/ISO | 4/2014
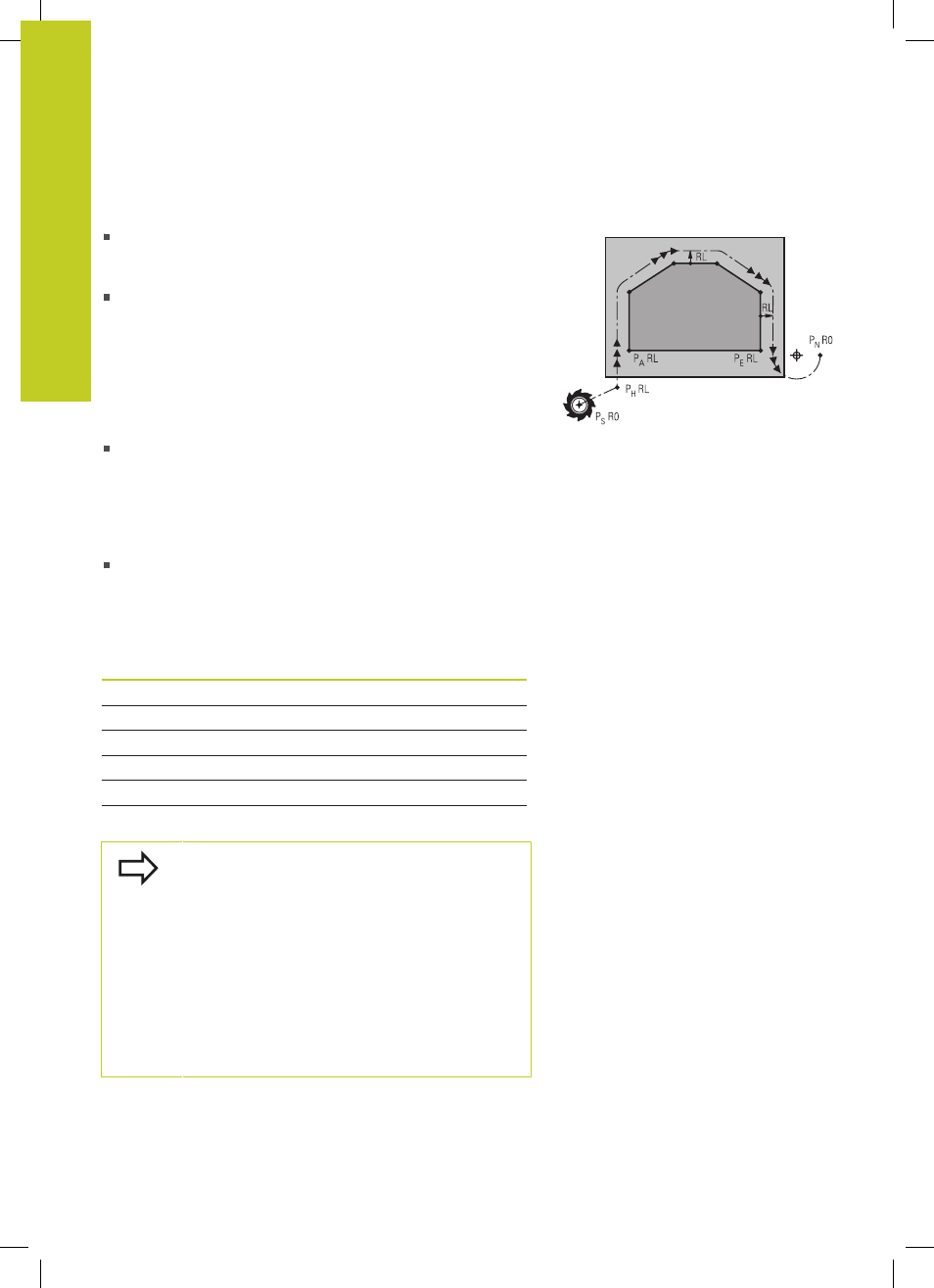
Důležité polohy při najetí a odjetí
Startovní bod P
S
Tuto polohu programujte bezprostředně před blokem APPR. P
S
leží mimo obrys a najíždí se naň bez korekce rádiusu (R0).
Pomocný bod P
H
Najetí a odjetí probíhá u některých tvarů dráhy přes pomocný
bod P
H
, který TNC vypočítá z údajů v blocích APPR a
DEP. TNC odjíždí z aktuální polohy do pomocného bodu
P
H
s naposledy naprogramovaným posuvem. Pokud jste v
posledním polohovacím bloku před funkcí najetí naprogramovali
FMAX
(polohování rychloposuvem), tak TNC najíždí také
pomocný bod P
H
rychloposuvem.
První bod obrysu P
A
a poslední bod obrysu P
E
První bod obrysu P
A
naprogramujte v bloku APPR, poslední bod
obrysu P
E
naprogramujte libovolnou dráhovou funkcí. Obsahuje-
li blok APPR též souřadnici Z, najede TNC nejdříve nástrojem
v rovině obrábění na P
H
a tam v ose nástroje na zadanou
hloubku.
Koncový bod P
N
Poloha P
N
leží mimo obrys a vyplývá z vašeho zadání v bloku
DEP. Obsahuje-li blok DEP též souřadnici Z, najede TNC
nejdříve nástrojem v rovině obrábění na P
N
a tam v ose nástroje
na zadanou výšku.
Zkrácené označení
Význam
APPR
angl. APPRoach = najetí
DEP
angl. DEParture = odjetí
L
angl. Line = přímka
C
angl. Circle = kruh
T
tangenciální (plynulý) přechod
N
normála (kolmice)
Při polohování z aktuální polohy k pomocnému bodu
P
H
TNC nekontroluje, zda nedojde k poškození
programovaného obrysu. Zkontrolujte to testovací
grafikou!
Při funkcích APPR LT, APPR LN a APPR CT
jede TNC z aktuální polohy do pomocného bodu
P
H
naposledy naprogramovaným posuvem/
rychloposuvem. Při funkci APPR LCT jede TNC do
pomocného bodu P
H
posuvem naprogramovaným v
bloku APPR. Pokud nebyl před nájezdovým blokem
naprogramován ještě žádný posuv, tak TNC vydá
chybové hlášení.