Pohyby stroje a odměřovac systémy, X +z +y – HEIDENHAIN NC 124 Uživatelská příručka
Stránka 14
1
Základy pro zadán polohy
14
TNC 124
Pohyby stroje a odměřovac systémy
Programován pohybu nástroje
Podle konstrukce stroje se v jedné ose pohybuje bu stůl stroje s
upnutým obrobkem nebo nástroj.
Referenčn značky
Na měř tkách odměřovac ch systémů je um stěna jedna nebo
několik referenčn ch značek. Referenčn značky generuj při jejich
přejet signál, který definuje pro TNC polohu na měř tku jako
referenčn bod (vztažný bod měř tka = pevný bod na stroji).
S pomoc těchto referenčn ch bodů může TNC opět obnovit
přiřazen mezi polohou strojn ch san a indikovanou aktuáln
polohou.
U délkových odměřovac ch systémů s referenčn mi značkami v
kódované rozteči přitom potřebujete popojet strojn osou
maximálně jen o 20 mm (20° u rotačn ch odměřovac ch systémů).
Y
X
Z
+X
+Z
+Y
Odměřovac systémy
Odměřovac systémy délkové odměřovac systémy pro lineárn
osy, rotačn odměřovac systémy pro rotačn osy přeměňuj
pohyby strojn ch os na elektrické signály. TNC 124 vyhodnocuje
signály a stále vypoč tává aktuáln polohu strojn ch os.
Při přerušen napájen se ztrác přiřazen mezi polohou strojn ch san
a vypočtenou aktuáln polohou; TNC může toto přiřazen po zapnut
napájen opět obnovit.
Pokud zadáváte v programu pohyby nástroje, pak
dodržujte následuj c zásadu:
Pohyby nástroje se programuj vždy tak, jakoby obrobek
stál v klidu a nástroj vykonával všechny pohyby.
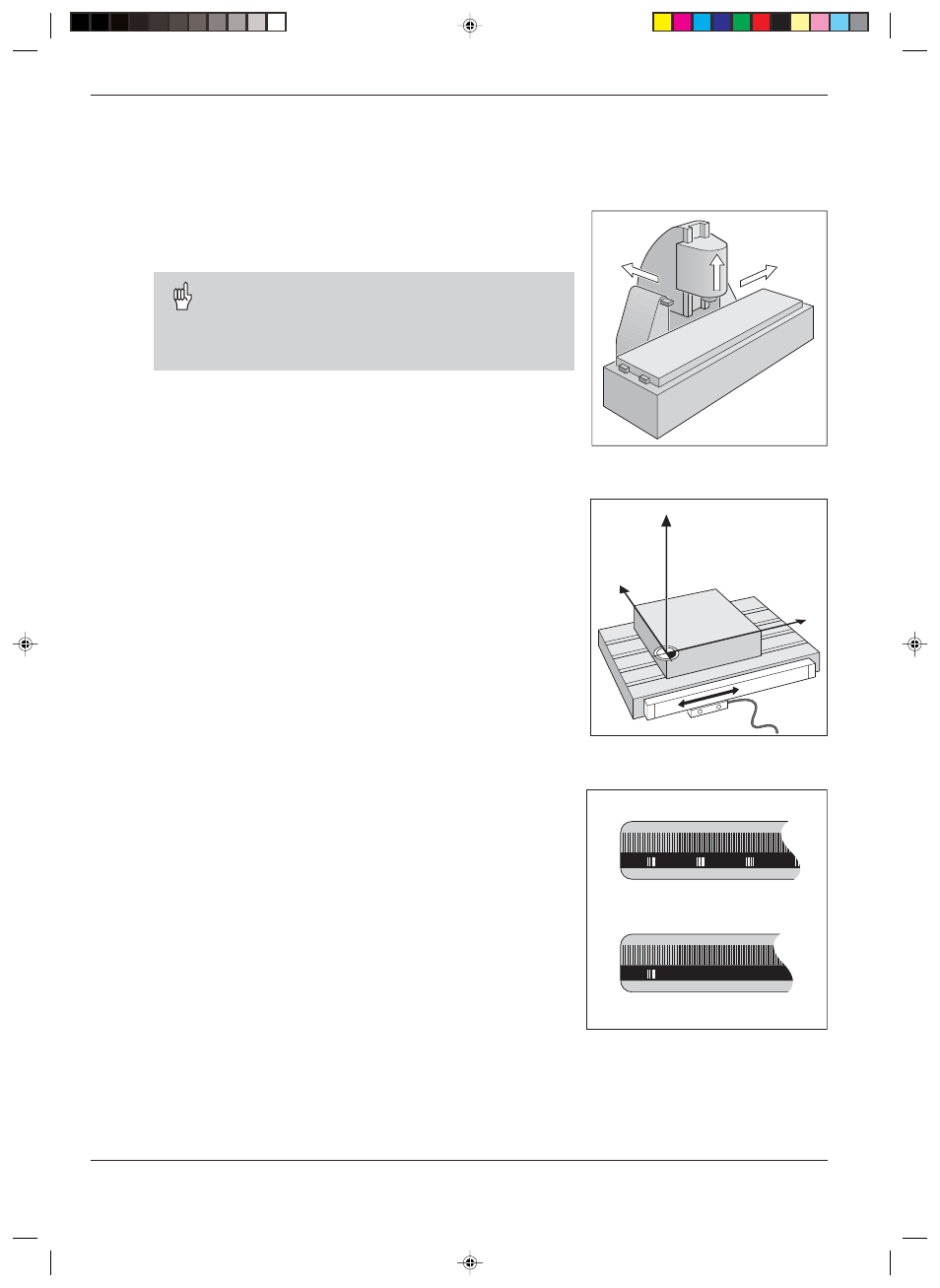
Obrázek 1.8: V ose Y a Z se pohybuje
nástroj, v ose X stůl stroje
Obrázek 1.9: Odměřovac systém pro
lineárn osu, např. pro osu X
Obrázek 1.10: Prav tka nahoře s referenčn mi
značkami v kódované rozteči,
dole s jednou referenčn značkou
124_01.pm6
13.07.2004, 08:01
14