HEIDENHAIN NC 124 Uživatelská příručka
Stránka 72
6
Polohy obrobku v programu
72
TNC 124
Y
X
1
2
3
4
60
30
20
50
0
0
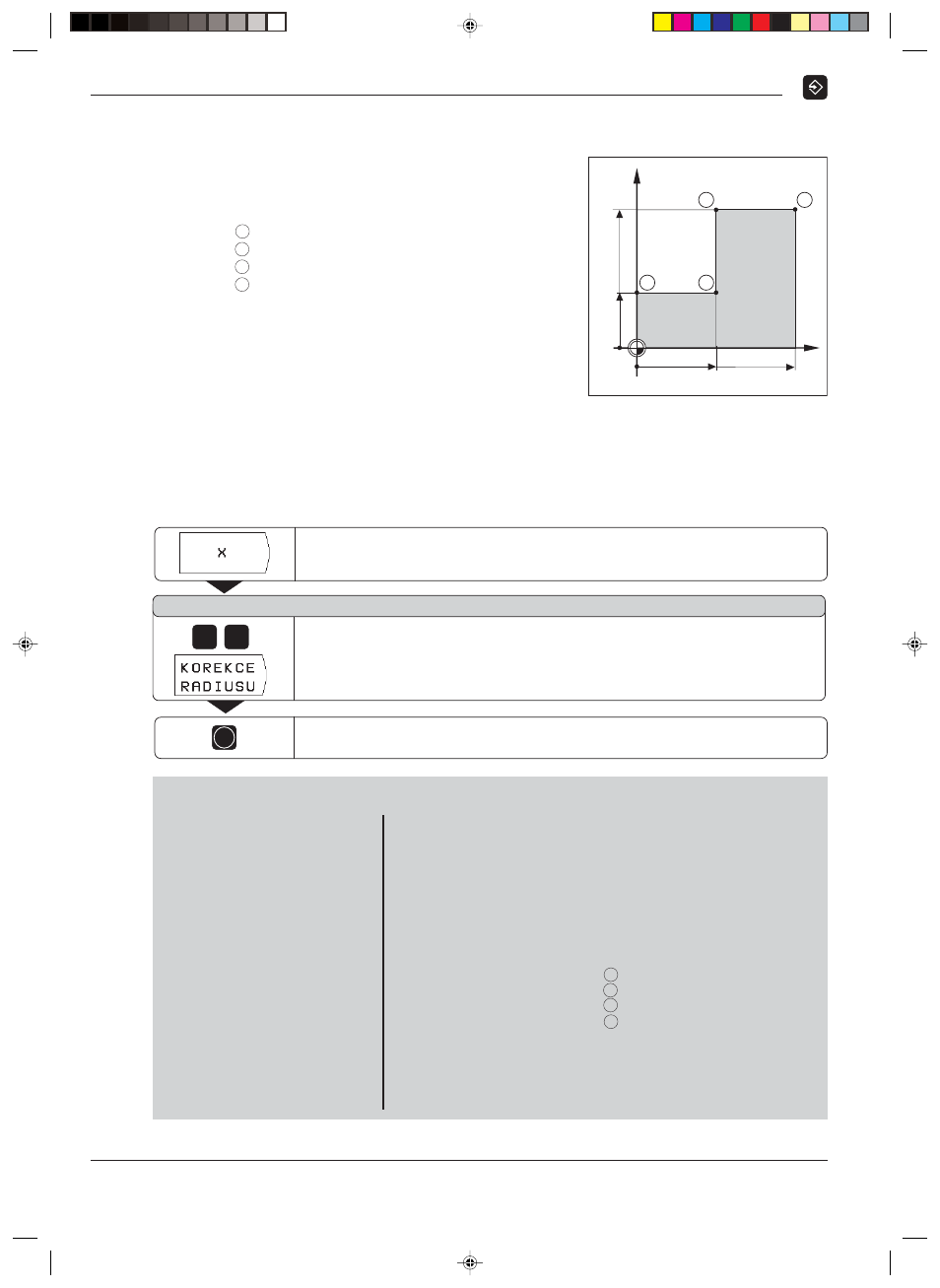
Př klad programu: Frézován stupně
Souřadnice jsou programovány jako absolutn m ry,
vztažným bodem je nulový bod obrobku.
Rohový bod
1
: X = 0 mm
Y = 20 mm
Rohový bod
2
: X = 30 mm Y = 20 mm
Rohový bod
3
: X = 30 mm Y = 50 mm
Rohový bod
4
: X = 60 mm Y = 50 mm
Souhrn všech kroků programován
ä V hlavn m menu režimu PROGRAM ZADAT/EDITOVAT
zvolte Správa programů.
ä Zadejte č slo programu, který chcete zpracovávat a
stiskněte klávesu ENT.
ä Zadejte c lové polohy.
Vykonán hotového programu
Hotový program vykonáte v provozn m režimu CHOD PROGRAMU
(viz kapitola 10).
Př klad zadán :
Zadat c lovou polohu do programu
(blok 11 v př kladu)
Zadán poloh obrobku
Zvolte souřadnou osu ( osa X ).
C l o v á p o l o h a ?
3
0
Potvr te zadán . Zadaná c lová poloha se nyn nacház jako aktuáln blok mezi
čárkovanými linkami.
ENT
Zadejte c lovou polohu, např. 30 mm
a
zvolte korekci poloměru nástroje: R .
Bloky programu
0 BEGIN PGM 10
MM
Začátek programu, č slo programu a měrový systém
1 F 9999
Vyšš posuv k předpolohován
2 Z+20
Bezpečná výška
3 X–20
R0
Předpolohován nástroje v ose X
4 Y–20
R0
Předpolohován nástroje v ose Y
5 Z–10
Najet nástrojem na hloubku frézován
6 TOOL CALL 1 Z
Vyvolán nástroje, např. nástroj 1, osa nástroje Z
7 S 1000
Otáčky vřetena
8 M 3
Start vřetena, otáčen vpravo
9 F 200
Pracovn posuv
10 Y+20
R+
Souřadnice Y rohového bodu
1
11 X+30
R–
Souřadnice X rohového bodu
2
12 Y+50
R+
Souřadnice Y rohového bodu
3
13 X+60
R+
Souřadnice X rohového bodu
4
14 F 9999
Vyšš posuv pro vyjet nástrojem
15 Z+20
Bezpečná výška
16 M 2
STOP programu, STOP vřetena, VYPNOUT chladic kapalinu
17 END PGM 10
MM
Konec programu, č slo programu a měrový systém
124_06.pm6
09.07.2004, 10:05
72