Výsledky měření v q-parametrech stav měření, 3 automatické prom ěř ování obrobk ů, Výsledky měření v q-parametrech – HEIDENHAIN TNC 320 (340 55x-03) Touch Probe Cycles Uživatelská příručka
Stránka 107: Stav měření
HEIDENHAIN TNC 320
107
3.3 Automatické prom
ěř
ování obrobk
ů
Výsledky měření v Q-parametrech
Výsledky měření příslušných snímacích cyklů ukládá TNC do globálně
účinných Q-parametrů Q150 až Q160. Odchylky od cílové hodnoty
jsou uloženy v parametrech Q161 až 166. Věnujte prosím pozornost
tabulce výsledkových parametrů, která je uvedena v každém popisu
cyklu.
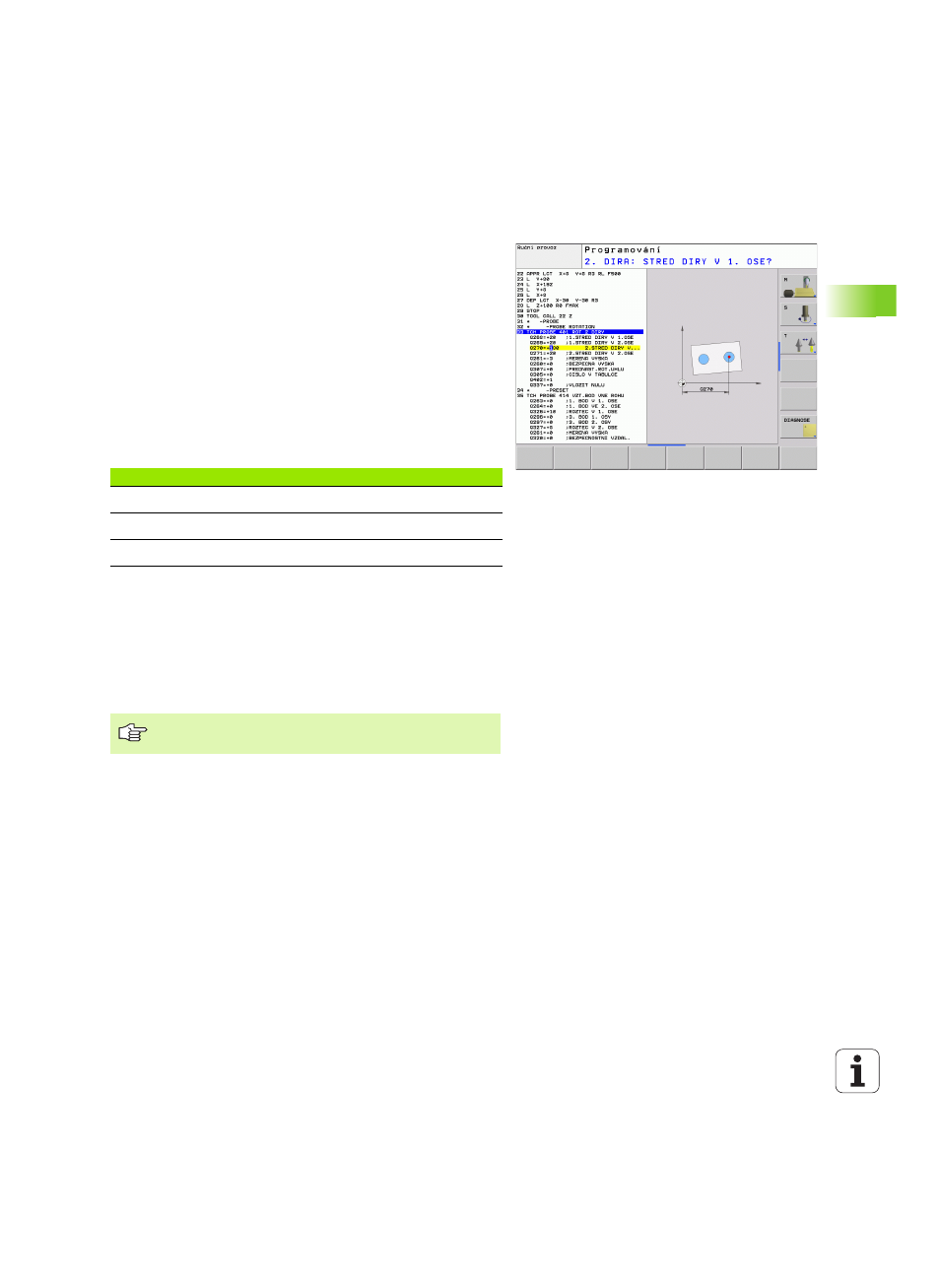
Kromě toho zobrazuje TNC při definici cyklu výsledkové parametry na
pomocném obrázku daného cyklu (viz obrázek vpravo nahoře). Přitom
patří světle podložený výsledkový parametr k danému vstupnímu
parametru.
Stav měření
U některých cyklů můžete zjistit pomocí globálně účinných Q-
parametrů Q180 až 182 stav měření::
Je-li naměřená hodnota mimo toleranci TNC vyznačí příznak opravy,
resp. zmetku. Chcete-li zjistit, který výsledek měření je mimo toleranci,
prohlédněte si navíc měřicí protokol nebo překontrolujte mezní
hodnoty příslušných výsledků měření (Q150 až Q160).
U cyklu 427 vychází TNC standardně z předpokladu, že proměřujete
vnější rozměr (čep). Volbou příslušných největších a nejmenších
rozměrů, ve spojení se směrem snímání, můžete ale stav měření
korigovat.
Stav měření
Hodnota parametru
Naměřené hodnoty leží v rámci tolerance
Q180 = 1
Je nutná oprava
Q181 = 1
Zmetek
Q182 = 1
TNC vyznačí příznak stavu i tehdy, když nezadáte žádnou
toleranci nebo největší či nejmenší rozměr.