3 automatické prom ěř ování obrobk ů – HEIDENHAIN TNC 320 (340 55x-03) Touch Probe Cycles Uživatelská příručka
Stránka 138
138
3 Cykly dotykové sondy pro automatickou kontrolu obrobku
3.3 Automatické prom
ěř
ování obrobk
ů
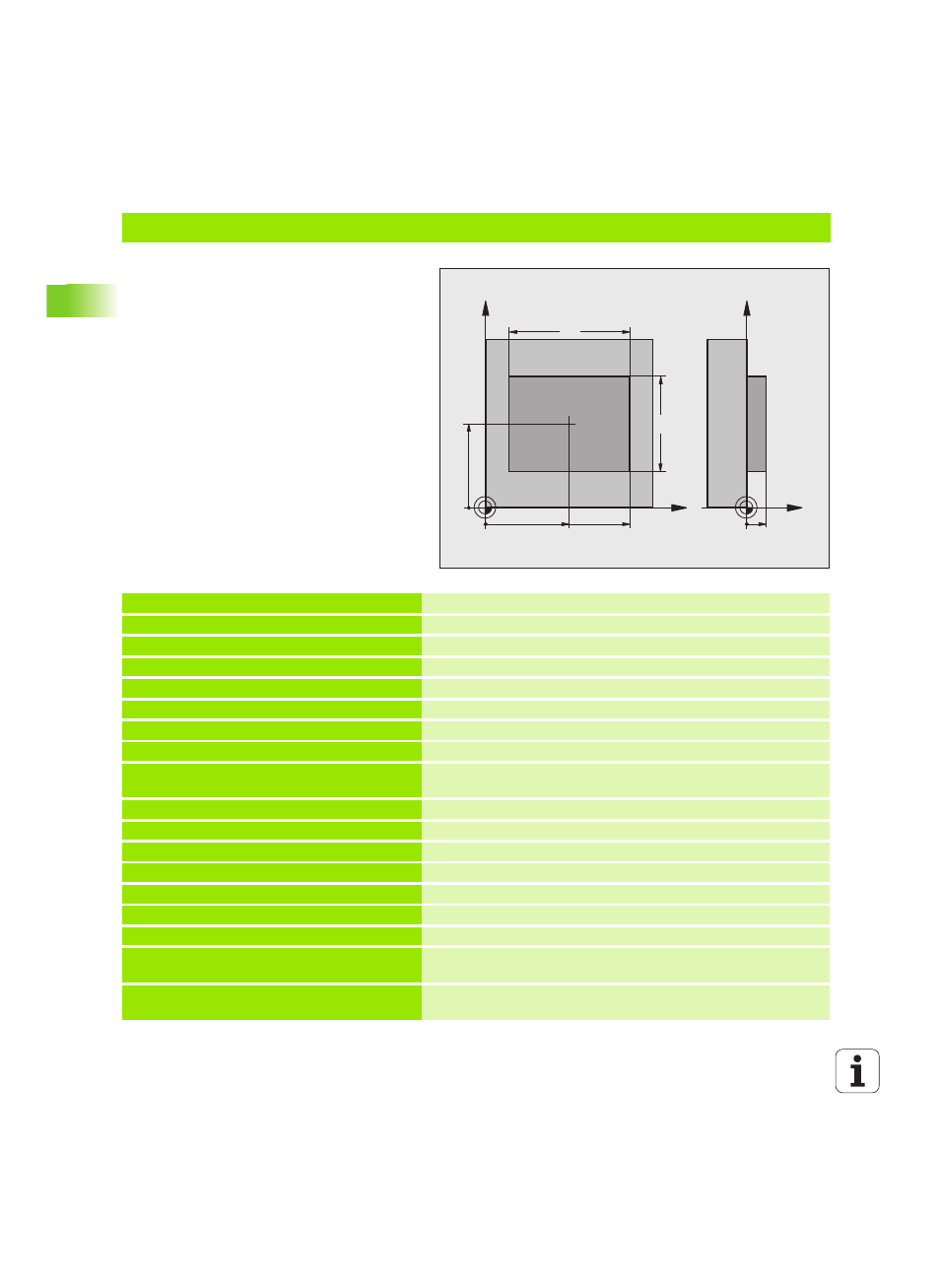
Příklad: Změření a dodatečné obrobení obdélníkového čepu
Průběh programu:
- Hrubování obdélníkového čepu s přídavkem 0,5
- Změření obdélníkového čepu
- Obrobení obdélníkového čepu načisto s ohledem
na naměřené hodnoty
0 BEGIN PGM BEAMS MM
1 TOOL CALL 0 Z
Příprava vyvolání nástroje
2 L Z+100 R0 FMAX
Odjetí nástroje
3 FN 0: Q1 = +81
Délka kapes v X (hrubovací míra)
4 FN 0: Q2 = +61
Délka kapes v Y (hrubovací míra)
5 CALL LBL 1
Vyvolání podprogramu k obrábění
6 L Z+100 R0 FMAX
Vyjetí nástroje, výměna nástroje
7 TOOL CALL 99 Z
Vyvolání dotykového hrotu
8 TCH PROBE 424 MĚŘENÍ OBDÉLNÍKU
ZVENKU
Změření ofrézovaného obdélníku
Q273=+50 ;STŘED 1. OSY
Q274=+50 ;STŘED 2. OSY
Q282=80 ;DÉLKA 1. STRANY
Cílová délka v X (konečná míra)
Q283=60 ;DÉLKA 2. STRANY
Cílová délka v Y (konečná míra)
Q261=-5
;VÝŠKA MĚŘENÍ
Q320=0
;BEZPEČNÁ VZDÁLENOST
Q260=+30 ;BEZPEČNÁ VÝŠKA
Q301=0
;POHYB DO BEZPEČNÉ
VÝŠKY
Q284=0
;NEJVĚTŠÍ ROZMĚR 1.
STRANY
Zadání hodnot pro kontrolu tolerance není zapotřebí
X
Y
50
50
80
Z
Y
10
60