HEIDENHAIN TNC 320 (77185x-01) ISO programming Uživatelská příručka
Stránka 369
Funkce PLANE: Naklopení roviny obrábění (volitelný software 1) 12.2
12
TNC 320 | Uživatelská příručka programování v DIN/ISO | 4/2014
369
Příklad pro stroj s otočným stolem C a naklápěcím stolem A.
Programovaná funkce: PLANE SPATIAL SPA+0 SPB+45 SPC+0
Koncový vypínač
Výchozí poloha
SEQ
Výsledné postavení osy
Žádný
A+0, C+0
Neprogram.
A+45, C+90
Žádný
A+0, C+0
+
A+45, C+90
Žádný
A+0, C+0
–
A–45, C–90
Žádný
A+0, C-105
Neprogram.
A–45, C–90
Žádný
A+0, C-105
+
A+45, C+90
Žádný
A+0, C-105
–
A–45, C–90
–90 < A < +10
A+0, C+0
Neprogram.
A–45, C–90
–90 < A < +10
A+0, C+0
+
Chybové hlášení
Žádný
A+0, C-135
+
A+45, C+90
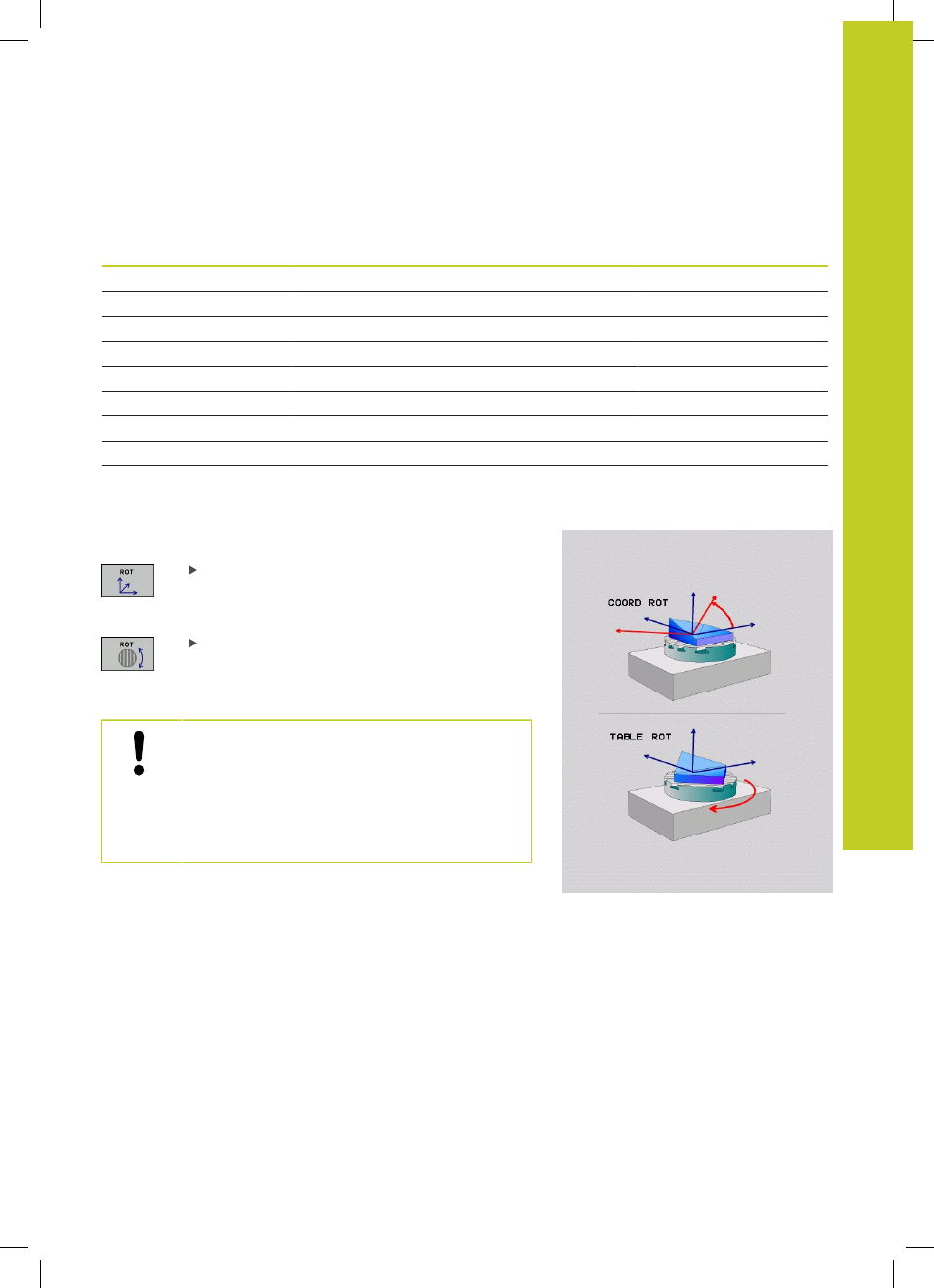
Výběr způsobu transformace (volitelné zadání)
U strojů s kulatým stolem C je k dispozici funkce, kterou můžete
určit druh transformace:
COORD ROT
určuje, že funkce PLANE má pouze
natočit souřadný systém na definovaný úhel
natočení. Otočný stůl se nepohne, kompenzace
natočení se provede výpočetně.
TABLE ROT
určuje, že funkce PLANE má
napolohovat otočný stůl na definovaný úhel
natočení. Kompenzace se provede natočením
obrobku.
Při použití funkce PLANE AXIAL (Axiální rovina)
nemají funkce COORD ROT a TABLE ROT žádnou
funkci.
Použijete-li funkci TABLE ROT ve spojení se
základním natočením a úhlem naklopení 0, tak
TNC naklopí stůl na úhel definovaný v základním
natočení.