9 naklopení roviny obrábění (volitelný software 1), Použití, způsob provádění, Naklopení roviny obrábění (volitelný software 1) – HEIDENHAIN TNC 320 (77185x-01) ISO programming Uživatelská příručka
Stránka 423
Naklopení roviny obrábění (volitelný software 1) 13.9
13
TNC 320 | Uživatelská příručka programování v DIN/ISO | 4/2014
423
13.9
Naklopení roviny obrábění (volitelný
software 1)
Použití, způsob provádění
Funkce k naklopení roviny obrábění přizpůsobuje
výrobce stroje řízení TNC a stroji. U některých
naklápěcích hlav (naklápěcích stolů) definuje výrobce
stroje, zda TNC interpretuje v cyklu naprogramované
úhly jako souřadnice naklopených os nebo jako
úhlové komponenty šikmé roviny. Postupujte podle
příručky ke stroji!
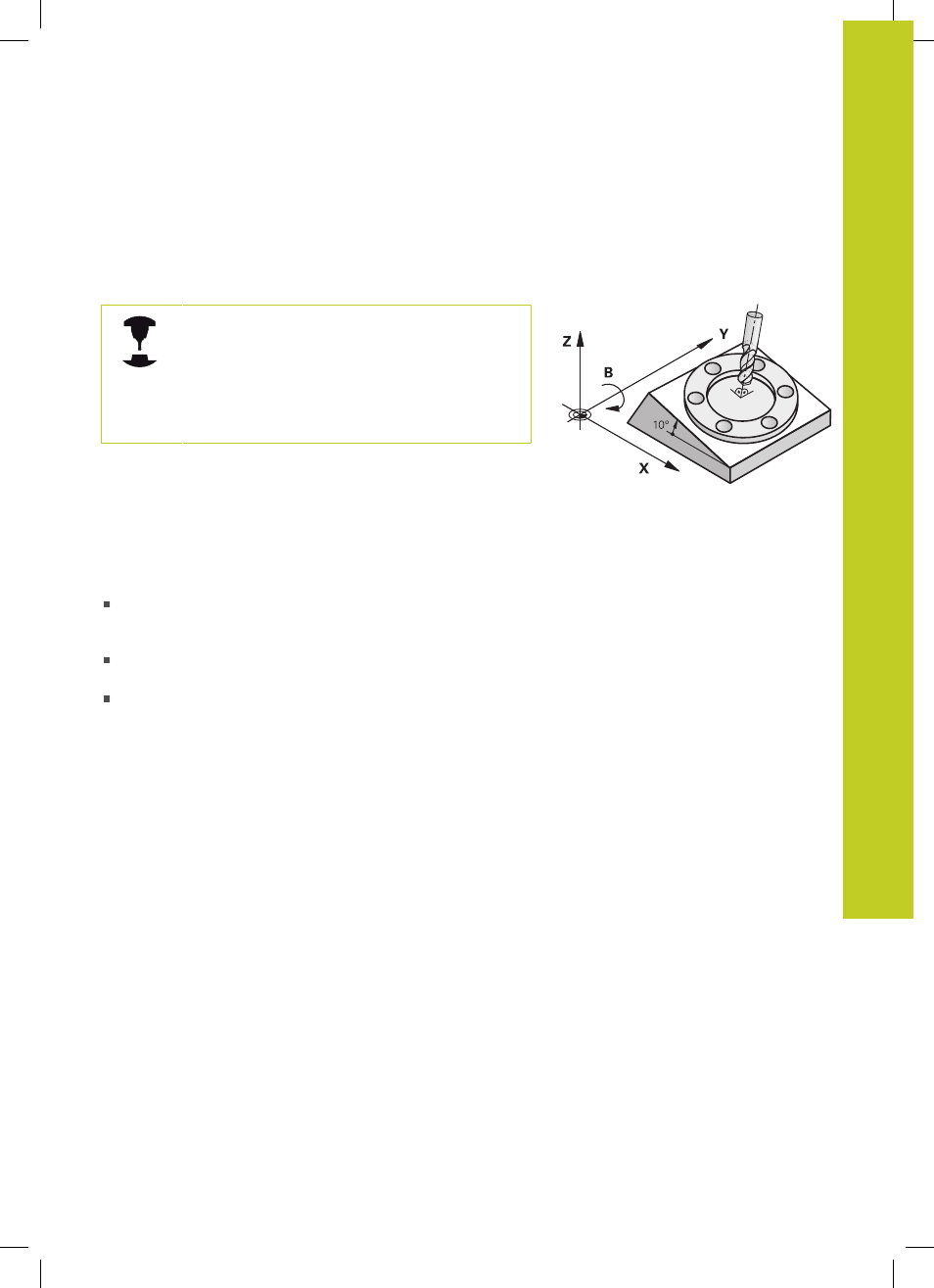
TNC podporuje naklápění rovin obrábění u obráběcích strojů
s naklápěcími hlavami i s naklápěcími stoly. Typické aplikace
jsou např. šikmé díry nebo obrysy ležící šikmo v prostoru. Rovina
obrábění se přitom vždy naklápí kolem aktivního nulového bodu.
Jako obvykle se obrábění programuje v hlavní rovině (např. v
rovině X/Y), provede se však v té rovině, která byla vůči hlavní
rovině naklopena.
Pro naklápění roviny obrábění jsou k dispozici tři funkce:
Ruční natočení softtlačítkem 3D ROT v provozních režimech
Ruční provoz a El. ruční kolečko, viz "Aktivování manuálního
naklopení", Stránka 426
Řízené naklápění, cyklus G80 v programu obrábění (viz
Příručka uživatele cyklů, cyklus 19 OBRÁBĚCÍ ROVINA).
Řízené natočení, funkce PLANE v programu obrábění viz
"Funkce PLANE: Naklopení roviny obrábění (volitelný software
Funkce TNC k „naklápění roviny obrábění“ jsou transformace
souřadnic. Přitom stojí rovina obrábění vždy kolmo ke směru osy
nástroje.