3 automatické pr oměř ov án obr o bků – HEIDENHAIN iTNC 530 (340 49x-02) Touch Probe Cycles Uživatelská příručka
Stránka 128
128
3 Cykly dotykové sondy pro automatickou kontrolu obrobku
3.3 Automatické pr
oměř
ov
án obr
o
bků
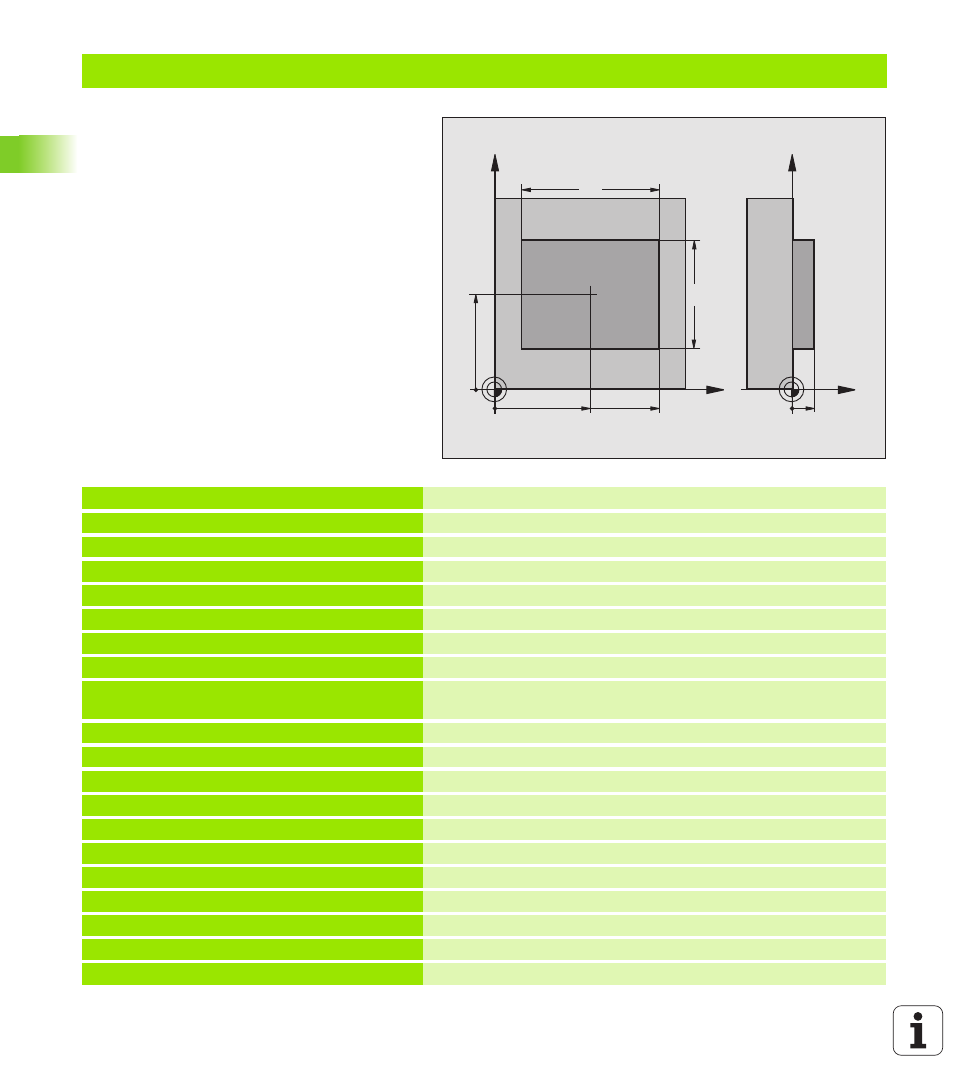
Př klad: Změřen a dodatečné obroben obdéln kového čepu
Průběh programu:
Hrubován obdéln kového čepu s př davkem 0,5
Změřen obdéln kového čepu
Obroben obdéln kového čepu načisto s
ohledem na naměřené hodnoty
0 BEGIN PGM BEAMS MM
1 TOOL CALL 0 Z
Př prava vyvolán nástroje
2 L Z+100 R0 FMAX
Odjet nástroje
3 FN 0: Q1 = +81
Délka kapes v X (hrubovac m ra)
4 FN 0: Q2 = +61
Délka kapes v Y (hrubovac m ra)
5 CALL LBL 1
Vyvolán podprogramu k obráběn
6 L Z+100 R0 FMAX
Vyjet nástroje, výměna nástroje
7 TOOL CALL 99 Z
Vyvolán dotykového hrotu
8 TCH PROBE 424 MĚŘENÍ OBDÉLNÍKU
VNĚ
Změřen ofrézovaného obdéln ku
Q273=+50 ;STŘED 1. OSY
Q274=+50 ;STŘED 2. OSY
Q282=80
;1. DÉLKA STRANY
C lová délka v X (konečná m ra)
Q283=60
;2. DÉLKA STRANY
C lová délka v Y (konečná m ra)
Q261= 5
;VÝŠKA MĚŘENÍ
Q320=0
;BEZPEČ. VZDÁL.
Q260=+30 ;BEZPEČNÁ VÝŠKA
Q301=0
;POHYB DO BEZP. VÝŠKY
Q284=0
;NEJVĚTŠÍ MÍRA 1. STRANY
Zadán hodnot pro kontrolu tolerance nen zapotřeb
Q285=0
;NEJMENŠÍ MÍRA 1. STRANY
Q286=0
;NEJVĚTŠÍ MÍRA 2. STRANY
X
Y
50
50
80
Z
Y
10
60