2 automatické zjišt’ován vztažných bodů – HEIDENHAIN iTNC 530 (340 49x-02) Touch Probe Cycles Uživatelská příručka
Stránka 76
76
3 Cykly dotykové sondy pro automatickou kontrolu obrobku
3.2 Automatické zjišt’ován vztažných bodů
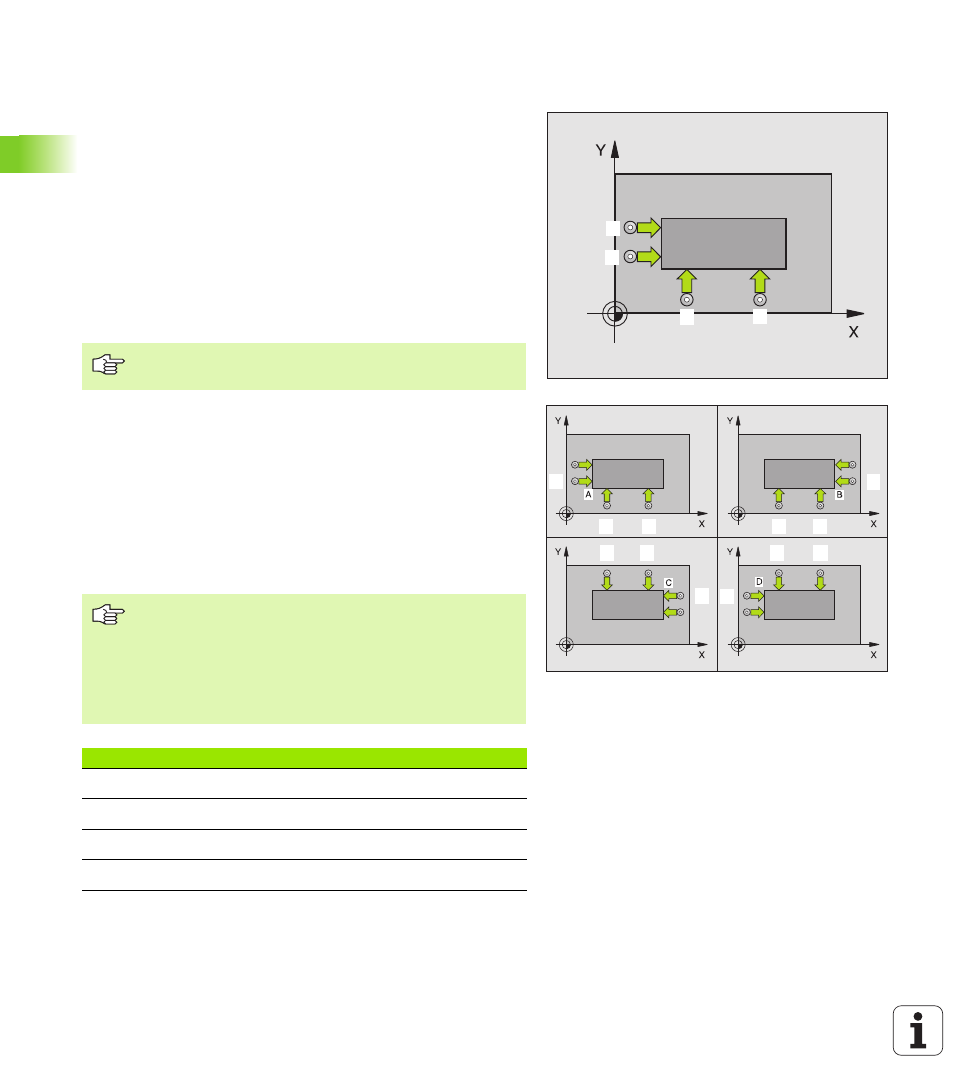
VZTAŽNÝ BOD ROH ZVENKU (cyklus dotykové
sondy 414, DIN/ISO: G414)
Cyklus dotykové sondy 414 zjist průseč k dvou př mek a nastav jej
jako vztažný bod. Volitelně může TNC také zapsat tento průseč k do
tabulky nulových bodů nebo tabulky Preset.
1
TNC polohuje dotykovou sondu rychloposuvem (hodnoty z
MP6150, př padně MP6361) a podle polohovac logiky (viz
„Zpracováván cyklů dotykové sondy” na str. 22) k prvn mu
dotykovému bodu
1
(viz obrázek vpravo nahoře). TNC přitom
přesazuje dotykovou sondu oproti stanovenému směru pojezdu
o bezpečnostn vzdálenost
2
Pak najede dotyková sonda na zadanou výšku měřen a provede
prvn sn mán sn mac m posuvem (MP6120 př p. MP6360). TNC
určuje směr dotyku automaticky podle naprogramovaného
třet ho bodu.
3
Poté přejede dotyková sonda k dalš mu bodu dotyku
2
a provede
druhé sn mán
4
TNC napolohuje dotykovou sondu k bodu sn mán
3
a pak k bodu
sn mán
4
a tam provede třet , př p. čtvrté sn mán
5
Poté napolohuje TNC dotykovou sondu zpět do bezpečné výšky
a zpracuje zjištěný vztažný bod v závislosti na parametrech cyklů
Q303 a Q305 (viz „Uložen vypoč taného vztažného bodu” na str.
63)
6
Pokud se to požaduje, zjist pak TNC dalš m samostatným
sn mac m pochodem ještě vztažný bod v ose dotykové sondy
1
2
4
3
3
1
1
1
3
3
1
1
3
2
2
2
2
TNC měř prvn př mku vždy ve směru vedlejš osy roviny
obráběn .
Před programován m dbejte na tyto body
Um stěn m měřic ch bodů
1
a
3
stanov te roh, do něhož
TNC um st vztažný bod (viz obrázek vpravo uprostřed a
následuj c tabulku).
Před definic cyklu mus te naprogramovat vyvolán
nástroje pro definici osy dotykové sondy.
Roh
Souřadnice X
Souřadnice Y
A
Bod
1
větš bod
3
Bod
1
menš bod
3
B
Bod
1
menš bod
3
Bod
1
menš bod
3
C
Bod
1
menš bod
3
Bod
1
větš bod
3
D
Bod
1
větš bod
3
Bod
1
větš bod
3