Úvod – HEIDENHAIN iTNC 530 (340 49x-05) Uživatelská příručka
Stránka 464
464
Programování: Víceosové obrábění
12.6 T
rojrozm
ěrná korekce nástroje (volitelný sof
tware 2)
12.6 Trojrozměrná korekce nástroje
(volitelný software 2)
Úvod
TNC může provádět pro přímkové bloky trojrozměrnou korekci
nástroje (3D-korekce). Vedle souřadnic X,Y a Z koncového bodu
přímky, musí tyto bloky obsahovat rovněž komponenty NX, NY a NZ
vektoru normály plochy (viz „Definice normovaného vektoru” na
Jestliže chcete kromě toho ještě realizovat orientaci nástroje nebo
trojrozměrnou korekci rádiusu, musí tyto bloky dále ještě obsahovat
normovaný vektor se složkami TX, TY a TZ, kter definuje orientaci
nástroje (viz „Definice normovaného vektoru” na stranì 465).
Koncový bod přímky, složky normály plochy a složky pro orientaci
nástroje musíte nechat vypočítat v systému CAM.
Možnosti použití
Použití nástrojů s rozměry, které nesouhlasí s rozměry vypočítanými
systémem CAM (3D-korekce bez definice orientace nástroje)
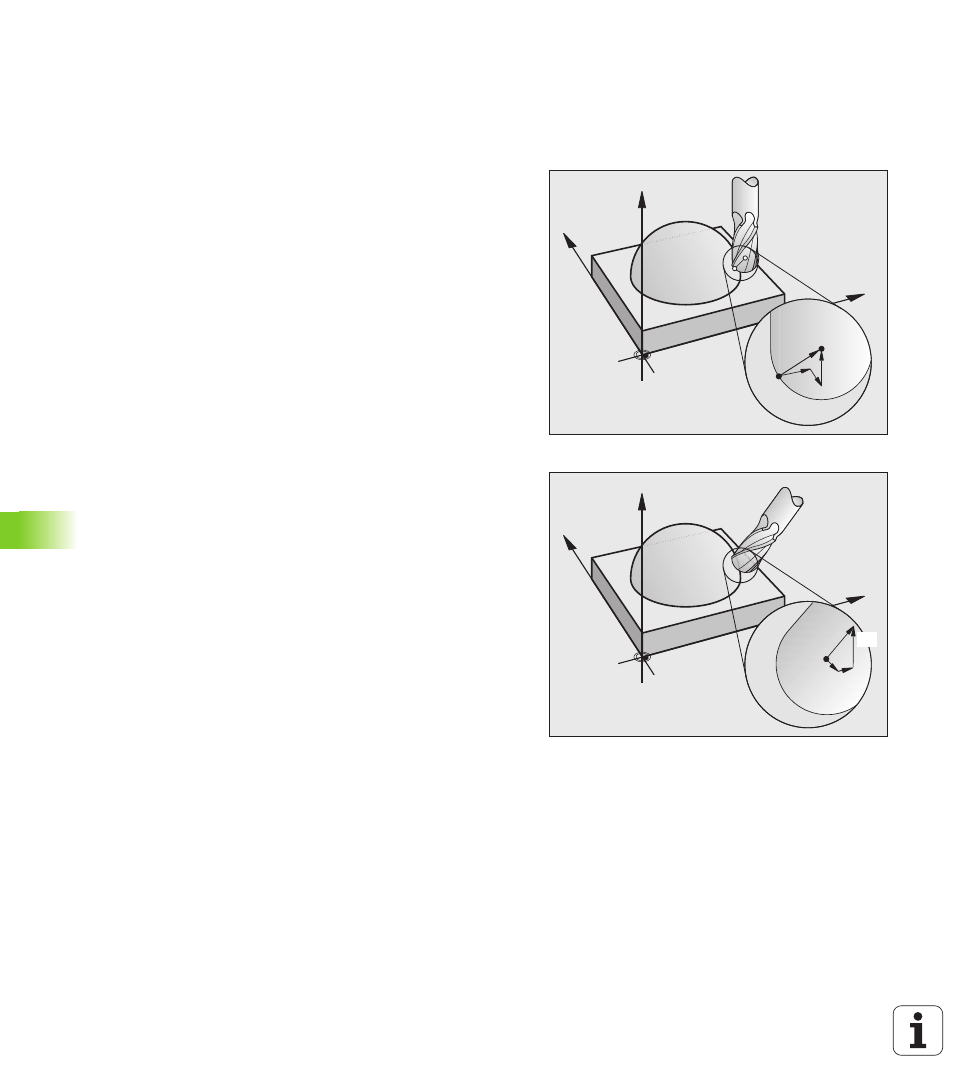
Čelní frézování: korekce geometrie frézy ve směru normály plochy
(3D-korekce bez a s definicí orientace nástroje). Obrábění probíhá
primárně čelní stranou nástroje
Obvodové frézování: korekce rádiusu frézy kolmo ke směru pohybu
a kolmo ke směru nástroje (trojrozměrná korekce rádiusu s definicí
orientace nástroje). Obrábění probíhá primárně pláštěm nástroje
Z
Y
X
P
T
NZ
P
NX
NY
Z
Y
X
TX
TY
TZ