Ní (viz „aktivní směr osy nástroje nastavit, Obrábění (funkce fcl 2)” na stranì 541) – HEIDENHAIN iTNC 530 (340 49x-05) Uživatelská příručka
Stránka 541
HEIDENHAIN iTNC 530
541
14.9 Naklo
p
en
í r
o
viny o
b
ráb
ění (volitelný sof
tware 1)
Aktivní směr osy nástroje nastavit jako aktivní
směr obrábění (funkce FCL 2)
Pomocí této funkce můžete pojíždět v provozních režimech Ruční a El.
ruční kolečko nástrojem externími směrovými klávesami nebo ručním
kolečkem v tom směru, kam právě směřuje osa nástroje. Tuto funkci
používejte, když
si přejete odjet nástrojem během přerušení v programu s 5 osami ve
směru osy nástroje;
si přejete provést ručním kolečkem nebo externími směrovými
klávesami v Ručním provozu obrábění s nastaveným nástrojem.
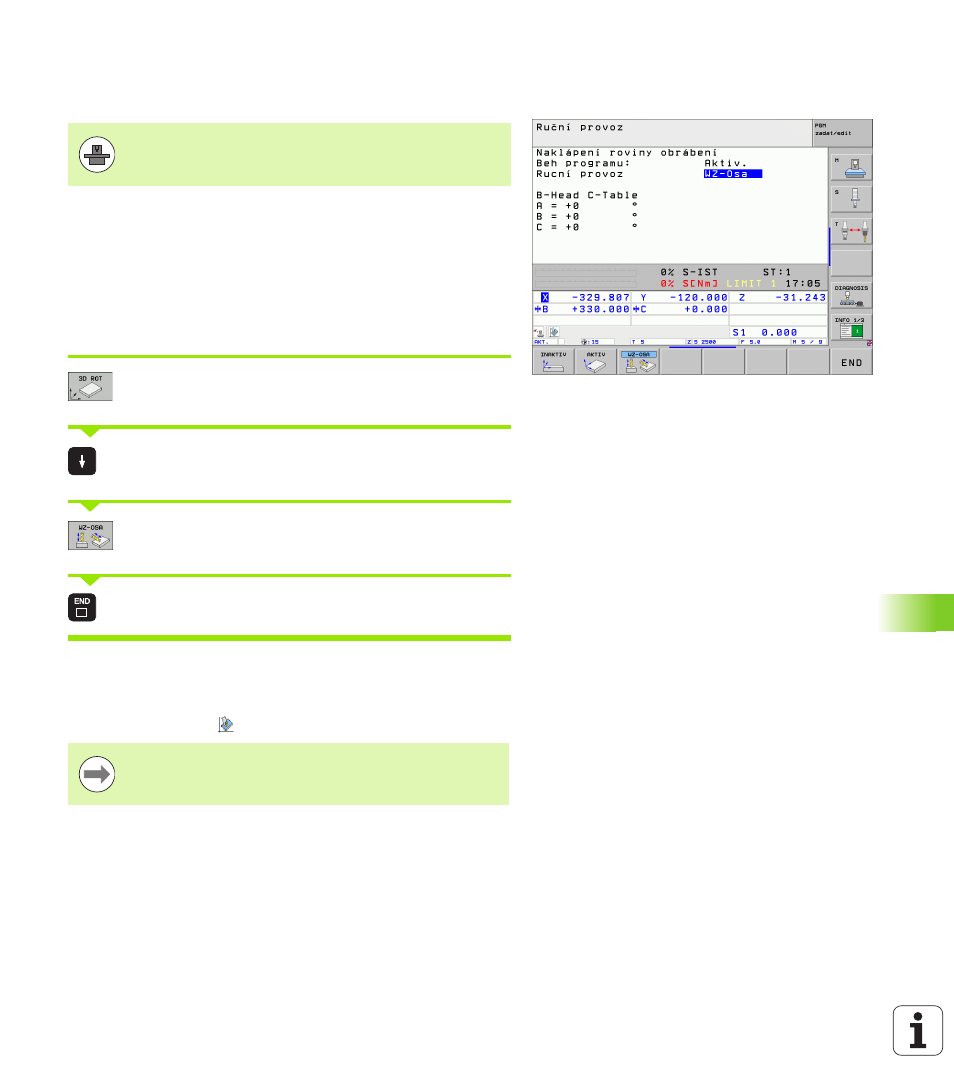
Navolení manuálního naklápění: stiskněte
softklávesu 3D ROT.
Světlý proužek polohujte směrovými tlačítky na bod
nabídky Ruční provoz
Nastavení směru osy nástroje jako aktivního směru
obrábění: stiskněte softklávesu OSA NÁSTROJE
Ukončení zadávání: klávesou END
Pro zrušení nastavte v nabídce Naklápění roviny obrábění bod
nabídky Ruční provoz na Neaktivní.
Když je funkce Pojíždění ve směru osy nástroje aktivní, zobrazuje
indikace stavu symbol
.
Tato funkce musí být povolená výrobcem stroje. Informujte
se ve vaší příručce ke stroji.
Tato funkce je k dispozici i když přerušíte zpracování
programu a přejete si ručně pojíždět v osách.