2 otevírání a zadávání programů, Struktura nc-programu ve formátu din/iso, Definice neobrobeného polotovaru: g30/g31 – HEIDENHAIN iTNC 530 (340 49x-06) ISO programming Uživatelská příručka
Stránka 103: Viz „otevírání a zadávání programů, Blok
HEIDENHAIN iTNC 530
103
3.2 Otevírání a zadávání program
ů
3.2 Otevírání a zadávání programů
Struktura NC-programu ve formátu DIN/ISO
Program obrábění se skládá z řady programových bloků. Obrázek
vpravo ukazuje prvky bloku.
TNC čísluje bloky obráběcího programu automaticky, v závislosti na
MP7220. MP7220 definuje krok číslování bloků.
První blok programu je označen s %, názvem programu a platnou
měrnou jednotkou.
Následující bloky obsahují informace o:
neobrobeném polotovaru,
vyvolání nástrojů,
nájezdu do bezpečné pozice,
posuvech a otáčkách vřetena,
dráhových pohybech, cyklech a dalších funkcích.
Poslední blok programu je označen s N99999999, názvem programu a
platnou měrnou jednotkou.
Definice neobrobeného polotovaru: G30/G31
Bezprostředně po otevření nového programu nadefinujte neobrobený
polotovar ve tvaru kvádru. K dodatečné definici polotovaru stiskněte
klávesu SPEC FCT a poté softtlačítko BLK FORM. Tuto definici
potřebuje TNC pro grafické simulace. Strany kvádru smějí být dlouhé
maximálně 100 000 mm, a leží rovnoběžně s osami X, Y a Z. Tento
polotovar je definován svými dvěma rohovými body:
MIN-bod G30: nejmenší souřadnice X,Y a Z kvádru; zadejte
absolutní hodnoty
MAX-bod G31: největší souřadnice X,Y a Z kvádru; zadejte
absolutní nebo přírůstkové hodnoty
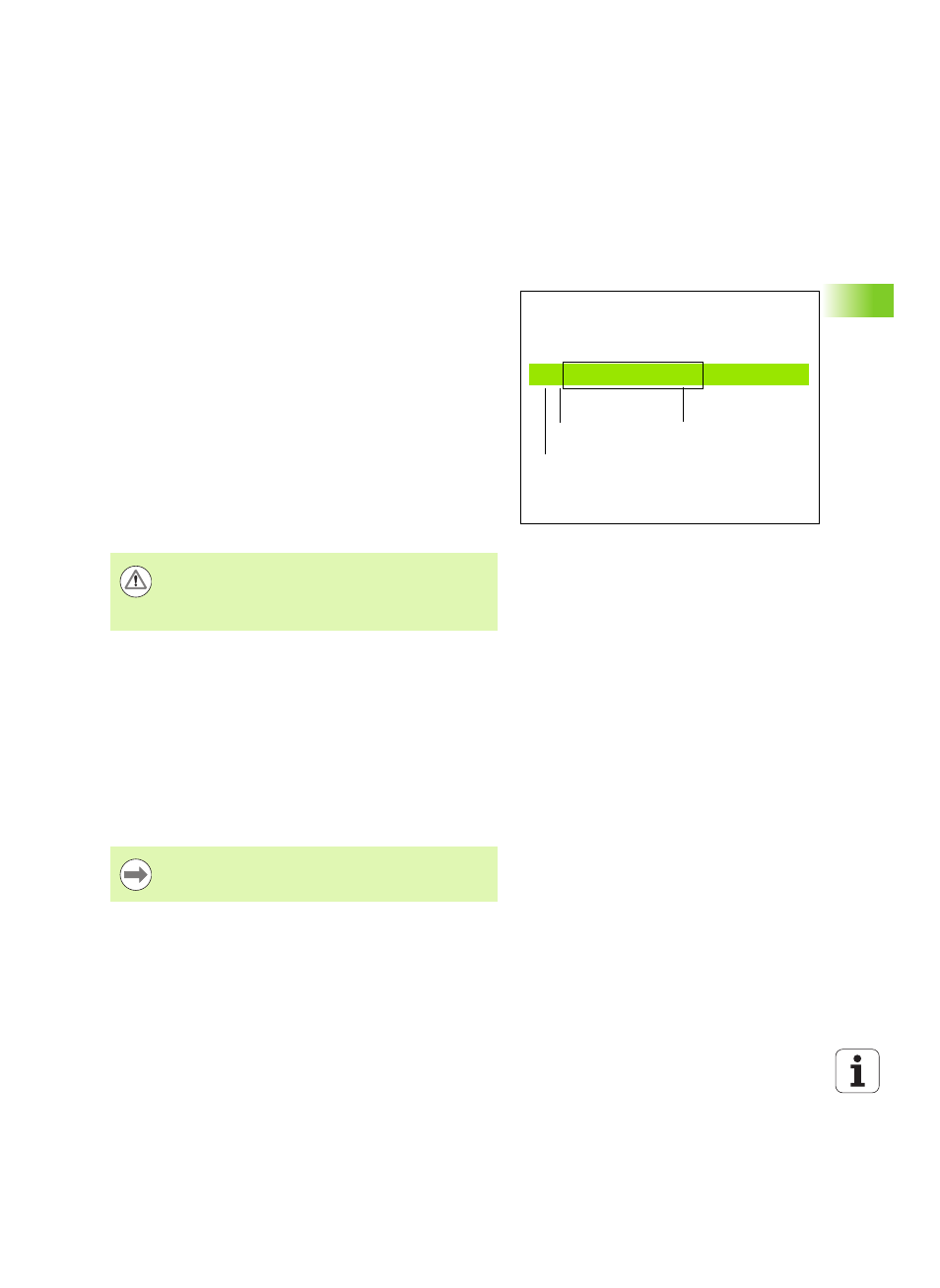
N10 G00 G40 X+10 Y+5 F100 M3
Číslo bloku
Dráhová funkce
Slova
Blok
Pozor nebezpečí kolize!
HEIDENHAIN doporučuje, abyste zásadně najížděli po
vyvolání nástroje do bezpečné pozice, odkud může TNC
polohovat do obráběcí pozice bez kolize!
Definice neobrobeného polotovaru je nutná jen tehdy,
chcete-li program graficky testovat!