4 p řídavné funkce pro rot ač ní osy – HEIDENHAIN iTNC 530 (340 49x-06) ISO programming Uživatelská příručka
Stránka 416
416
Programování: Víceosové obrábění
12.4 P
řídavné funkce pro rot
ač
ní
osy
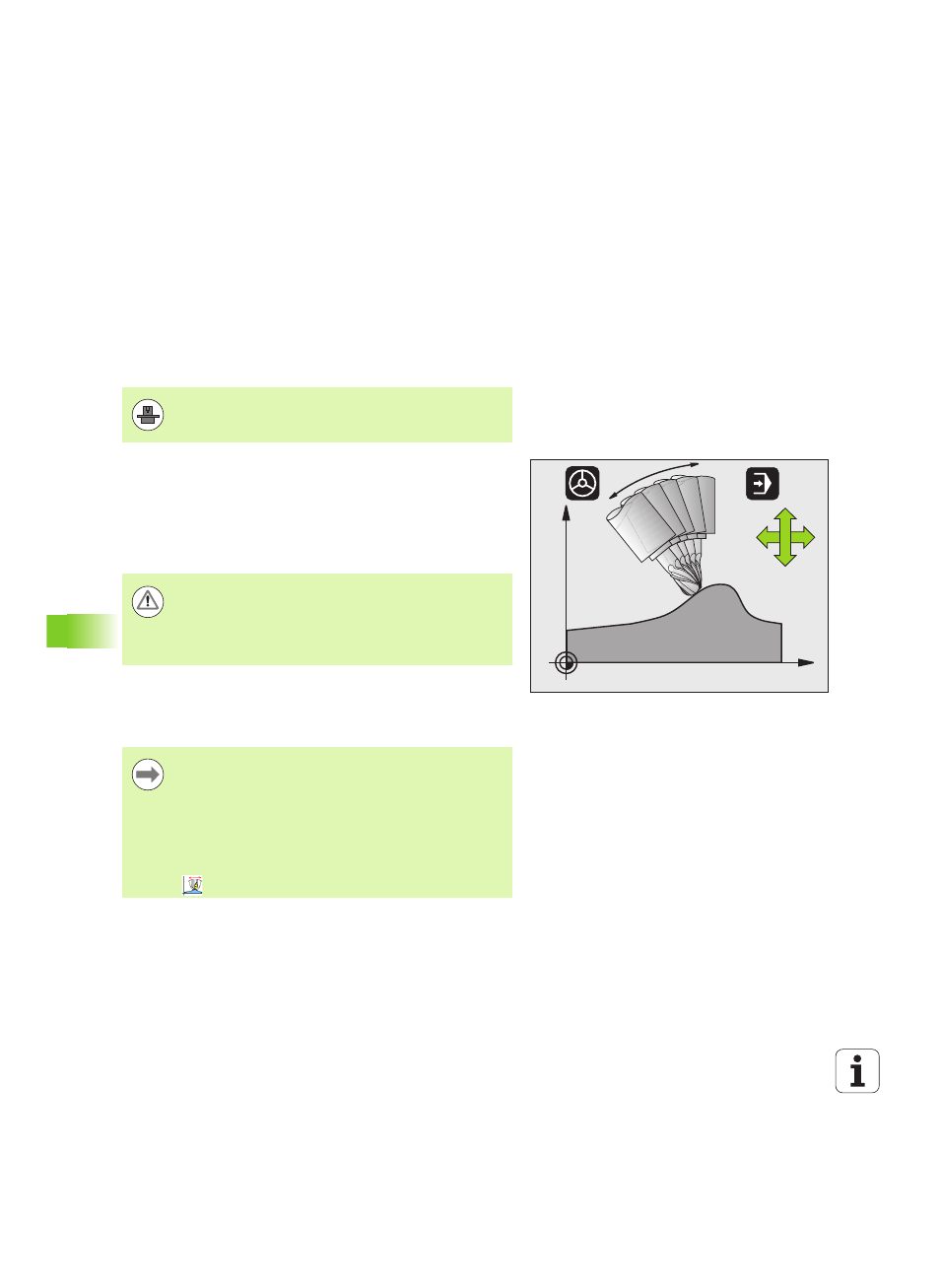
Zachování polohy hrotu nástroje při polohování
naklápěcích os (TCPM): M128 (volitelný software 2)
Standardní chování
TNC najíždí nástrojem na polohy definované v programu obrábění.
Změní-li se v programu poloha naklápěcí osy, pak se musí takto
vzniklé přesazení v lineárních osách vypočítat a najet na ně v
polohovacím bloku.
Chování s M128 (TCPM: Tool Center Point Management) (řízení
středu nástroje)
Změní-li se v programu poloha některé řízené naklápěcí osy, pak
zůstane během procesu naklápění poloha hrotu nástroje oproti
obrobku nezměněna.
Použijte M128 ve spojení s M118, pokud chcete během provádění
programu změnit ručním kolečkem polohu naklápěcí osy. Proložené
polohování ručním kolečkem se při aktivní M128 uskuteční v pevném
strojním souřadném systému.
Za M128 můžete zadat ještě posuv, jímž TNC provede kompenzační
pohyby v lineárních osách. Nezadáte-li žádný posuv nebo zadáte
posuv větší než jaký je definován ve strojním parametru 7471, je
účinný posuv ze strojního parametru 7471.
Geometrie stroje musí být definovaná výrobcem stroje
v popisu kinematiky.
X
Z
B
Z
X
Pozor riziko pro obrobek!
U naklápěcích os s Hirthovým ozubením: Polohu
naklápěcí osy měňte pouze tehdy, když jste odjeli
nástrojem. Jinak by mohlo při vyjíždění z ozubení dojít k
poškození obrysu.
Před polohováním s M91 nebo M92 a před blokem T :
zrušte M128.
Aby se zabránilo poškození obrysu, smíte s M128 použít
jen rádiusovou frézu.
Délka nástroje se musí vztahovat ke středu koule
rádiusové frézy.
Je-li M128 aktivní, zobrazí TNC v indikaci stavu symbol
.