Viz „nc-program” na stránce 491) – HEIDENHAIN iTNC 530 (606 42x-01) Uživatelská příručka
Stránka 492
HEIDENHAIN iTNC 530
491
12.6 T
rojrozm
ěrná korekce nástroje (volitelný sof
tware 2)
NC-Program
3D-ToolComp funguje zásadně pouze s programy, které obsahují
vektor normál ploch (viz „Definice normovaného vektoru” na
stránce 482). Během přípravy NC-programu pomocí vašeho systému
CAM musíte dbát na tyto body:
Jestliže je NC-program vypočítaný ke středu koule, pak musíte
nominální hodnotu rádiusu R2 rádiusové frézy definovat v tabulce
nástrojů TOOL.T
Jestliže je NC-program vypočítaný k jižnímu pólu koule, pak musíte
nominální hodnotu rádiusu R2 rádiusové frézy a navíc hodnotu R2
definovat jako zápornou délku Delta ve sloupci DL v tabulce nástrojů
TOOL.T
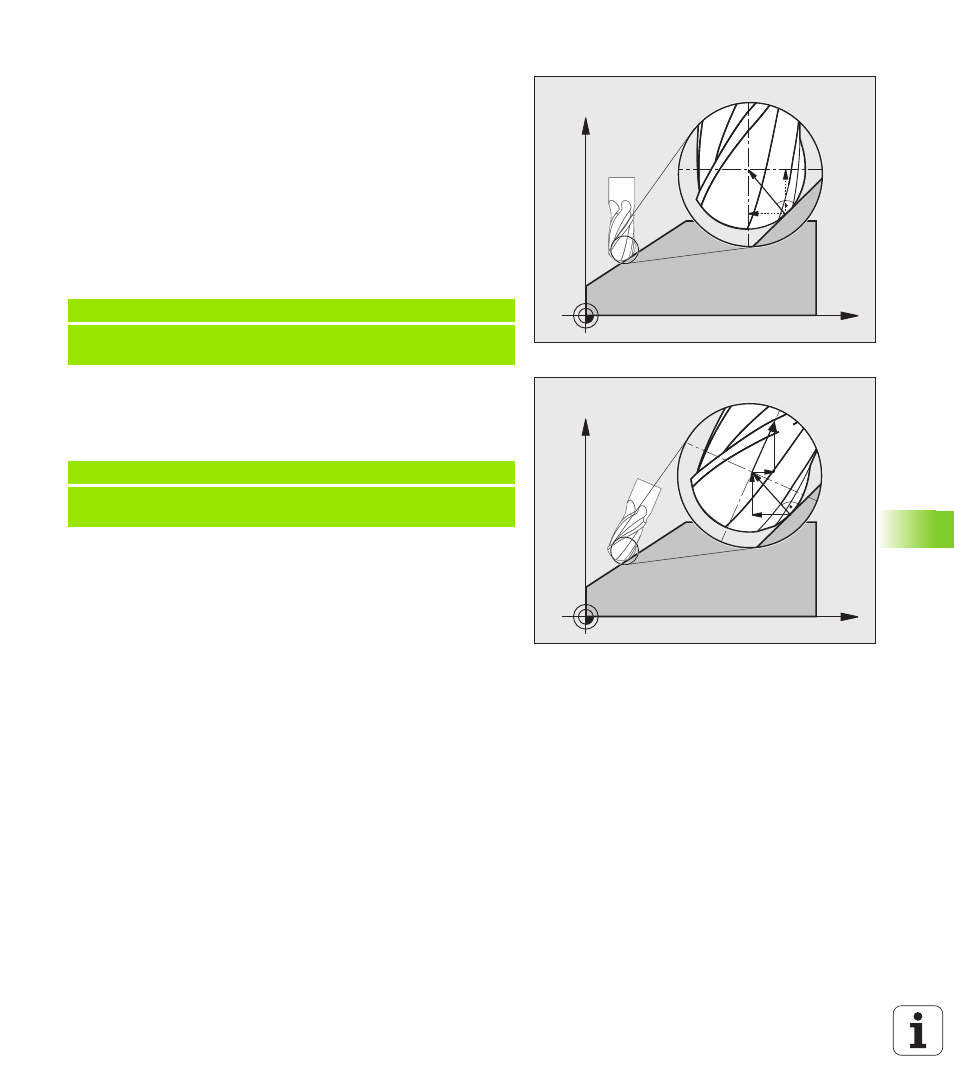
Příklad: Trojosový program s vektorem normál ploch
Příklad: Pětiosový program s vektorem normál ploch
X
Z
NZ
NX
X
Z
NX
NZ
N
T
TZ
TX
FUNCTION TCPM OFF (VYP)
LN X+31,737 Y+21,954 Z+33,165 NX+0,2637581 NY+0,0078922
NZ–0,8764339 F1000
X, Y, Z:
Pozice vedoucího bodu nástroje
NX, NY, NZ: složky normál plochy
FUNCTION TCPM F TCP AXIS POS PATHCTRL AXIS
LN X+31,737 Y+21,954 Z+33,165 NX+0,2637581 NY+0,0078922
NZ–0,8764339 TX+0,0078922 TY–0,8764339 TZ+0,2590319 F1000
X, Y, Z:
Pozice vedoucího bodu nástroje
NX, NY, NZ: složky normál plochy
TX, TY, TZ: složky normovaného vektoru pro orientaci nástroje