5 p řídavné funkce pro rot ač ní osy – HEIDENHAIN iTNC 530 (606 42x-02) Uživatelská příručka
Stránka 501
HEIDENHAIN iTNC 530
501
12.5 P
řídavné funkce pro rot
ač
ní
osy
Automatická korekce geometrie stroje při práci s
naklápěcími osami: M114 (volitelný software 2)
Standardní chování
TNC najíždí nástrojem na polohy definované v programu obrábění.
Změní-li se v programu poloha naklápěcí osy, pak musí postprocesor
vypočítat takto vzniklé přesazení v lineárních osách a najet je v
polohovacím bloku. Protože zde také hraje svou úlohu geometrie
stroje, musí se NC-program přepočítat pro každý stroj zvlášť.
Chování s M114
Změní-li se v programu poloha některé řízené naklápěcí osy, pak TNC
automaticky kompenzuje přesazení nástroje pomocí 3D-délkové
korekce. Protože je geometrie stroje uložena ve strojních
parametrech, kompenzuje TNC automaticky rovněž strojně specifická
přesazení. Programy musí být přepočteny postprocesorem jen jednou,
i když se budou provádět na různých strojích s řídicím systémem TNC.
Není-li váš stroj vybaven řízenými naklápěcími osami (ruční naklápění
hlavy, hlava polohovaná z PLC), pak můžete za M114 zadat právě
platnou polohu naklápěcí hlavy (například M114 B+45, Q-parametry
jsou povoleny).
Na korekce rádiusu nástroje musí vzít zřetel CAD-systém, případně
postprocesor. Programovaná korekce rádiusu RL/RR vede k vypsání
chybového hlášení.
Provede-li TNC délkovou korekci nástroje, pak se programovaný
posuv vztahuje na hrot nástroje, jinak na vztažný bod nástroje.
Účinek
M114 je účinná na začátku bloku, M115 na konci bloku. M114
nepůsobí při aktivní korekci rádiusu nástroje.
M114 zrušíte funkcí M115. Na konci programu se M114 rovněž zruší.
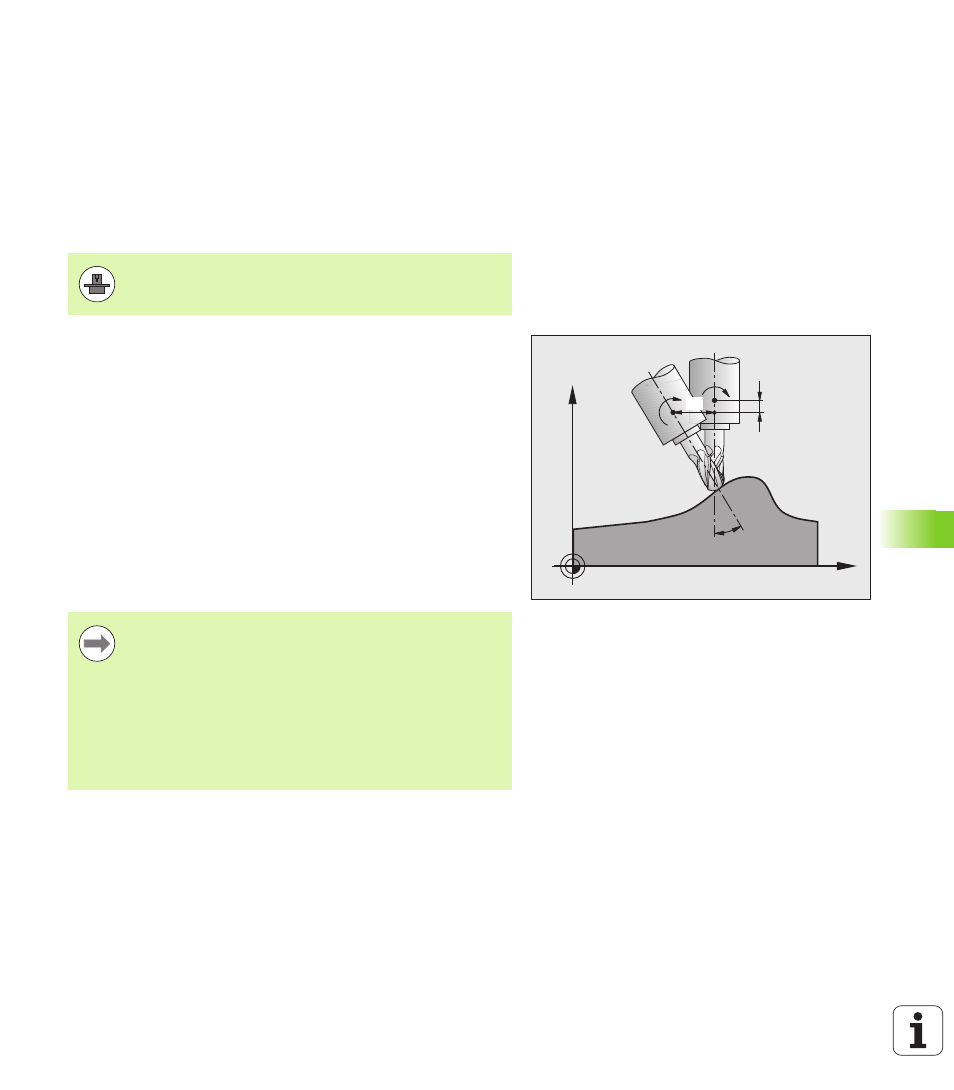
Geometrie stroje musí být definovaná výrobcem stroje
v popisu kinematiky.
X
Y
dB
dz
dx
B
B
Pokud má váš stroj řízenou otočnou hlavu, pak můžete
přerušit provádění programu a změnit polohu naklápěcí
osy (například ručním kolečkem).
Pomocí funkce START Z BLOKU N (předběh bloků)
můžete pak pokračovat v provádění programu obrábění od
místa přerušení. Při aktivní M114 TNC automaticky
respektuje novou polohu naklápěcí osy.
Ke změně polohy naklápěcí osy ručním kolečkem během
provádění programu použijte M118 ve spojení s M128.