4 p řídavné funkce pro rot ač ní osy – HEIDENHAIN iTNC 530 (60642x-04) ISO programming Uživatelská příručka
Stránka 445
HEIDENHAIN iTNC 530
445
12.4 P
řídavné funkce pro rot
ač
ní
osy
Automatická korekce geometrie stroje při práci s
naklápěcími osami: M114 (volitelný software 2)
Standardní chování
TNC najíždí nástrojem na polohy definované v programu obrábění.
Změní-li se v programu poloha naklápěcí osy, pak musí postprocesor
vypočítat takto vzniklé přesazení v lineárních osách a najet je v
polohovacím bloku. Protože zde také hraje svou úlohu geometrie
stroje, musí se NC-program přepočítat pro každý stroj zvlášť.
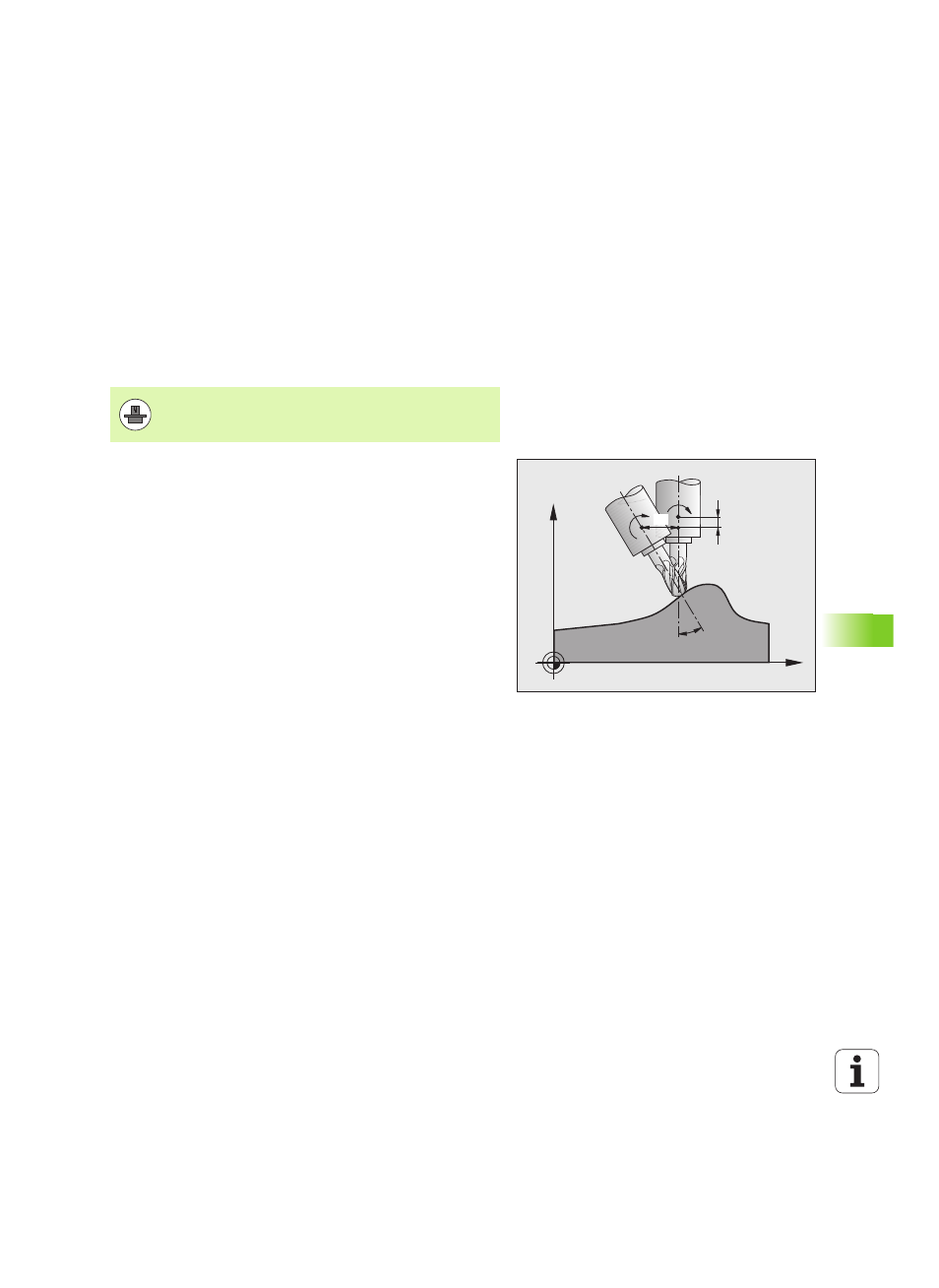
Chování s M114
Změní-li se v programu poloha některé řízené naklápěcí osy, pak TNC
automaticky kompenzuje přesazení nástroje pomocí 3D-délkové
korekce. Protože je geometrie stroje uložena ve strojních
parametrech, kompenzuje TNC automaticky rovněž strojně specifická
přesazení. Programy musí být přepočteny postprocesorem jen jednou,
i když se budou provádět na různých strojích s řídicím systémem TNC.
Není-li váš stroj vybaven řízenými naklápěcími osami (ruční naklápění
hlavy, hlava polohovaná z PLC), pak můžete za M114 zadat právě
platnou polohu naklápěcí hlavy (například M114 B+45, Q-parametry
jsou povoleny).
Na korekce rádiusu nástroje musí vzít zřetel CAD-systém, případně
postprocesor. Programovaná korekce rádiusu RL/RR vede k vypsání
chybového hlášení.
Provede-li TNC délkovou korekci nástroje, pak se programovaný
posuv vztahuje na hrot nástroje, jinak na vztažný bod nástroje.
Geometrie stroje musí být definovaná výrobcem stroje
v popisu kinematiky.
X
Y
dB
dz
dx
B
B