Základy, Viz „dráhové pohyby – volné, Programování obrysů fk – HEIDENHAIN TNC 620 (340 56x-03) Uživatelská příručka
Stránka 196: Opční software advance, Programming features, Pokročilé programovací
196
Programování: Programování obrysů
6.6 Dráhové pohyby – volné programování obrys
ů
FK (op
ční sof
tware
Advance programming features – Pokro
čilé programovací funkce)
6.6 Dráhové pohyby – volné
programování obrysů FK (opční
software Advance programming
features – Pokročilé
programovací funkce)
Základy
Výkresy obrobků, jejichž kótování nevyhovuje požadavkům
programování NC, obsahují často takové údaje souřadnic, které
nemůžete zadat šedými dialogovými klávesami. Tak mohou např.
známé souřadnice ležet na prvku obrysu nebo v jeho blízkosti;
souřadnicové údaje se vztahovat k jinému prvku obrysu; nebo
být známy směrové údaje a údaje o průběhu obrysů.
Takové údaje naprogramujete přímo ve volném programování obrysů
FK. TNC vypočte obrys ze známých údajů souřadnic a podpoří
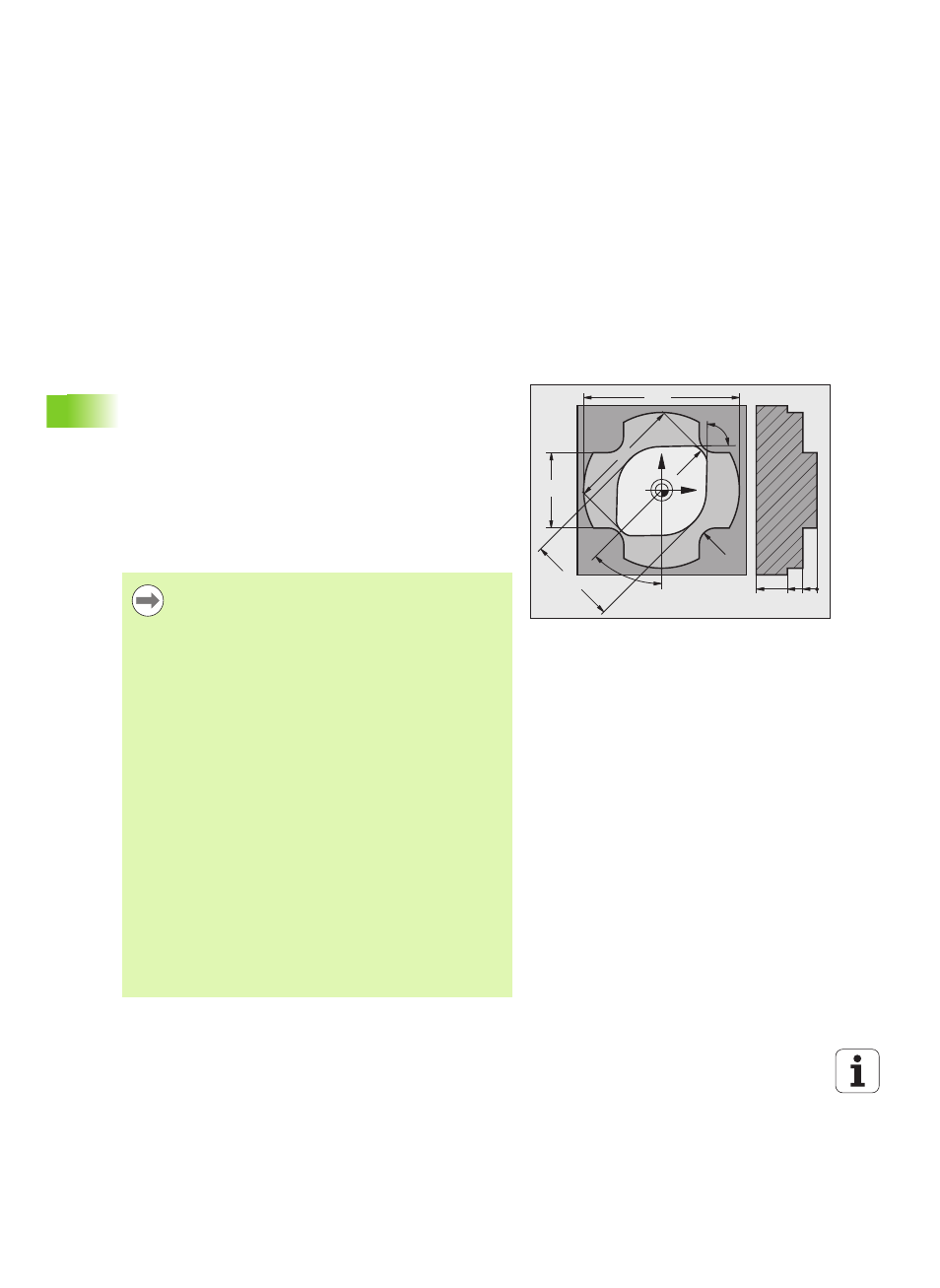
programovací dialog interaktivní FK-grafikou. Obrázek vpravo nahoře
znázorňuje kótování, které zadáte nejjednodušeji pomocí FK-
programování.
Y
X
0
5
10
20
88.15°
¬36
45°
¬21
18
R4
28
R2.5
Pro FK-programování dbejte na následující
předpoklady
Obrysové prvky můžete volným programováním obrysu
programovat pouze v rovině obrábění. Rovinu obrábění
nadefinujete v prvním bloku BLK FORM programu
obrábění.
Pro každý prvek obrysu zadejte všechny známé údaje. V
každém bloku programujte též údaje, které se nemění:
nenaprogramované údaje jsou považovány za neznámé!
Ve všech FK-prvcích jsou přípustné rovněž Q-parametry,
kromě prvků s relativními vztahy (např. RX nebo RAN),
tedy prvků, které se vztahují k jiným NC-blokům.
Pokud v programu kombinujete konvenční programování a
volné programování obrysu, pak musí být každý FK-úsek
programu jednoznačně určen.
TNC potřebuje pevný bod, od kterého se všechny výpočty
provedou. Přímo před FK-úsekem programu
naprogramujte pomocí šedých dialogových kláves nějakou
polohu, která obsahuje obě souřadnice roviny obrábění. V
tomto bloku neprogramujte žádný Q-parametr.
Pokud je prvním blokem v FK-úseku programu blok FCT
nebo blok FLT, pak musíte předtím naprogramovat
pomocí šedých dialogových kláves nejméně dva NC-
bloky, aby byl jednoznačně určen směr najetí.
FK-úsek programu nesmí začínat přímo za návěstím LBL.