Face milling (čelní frézování): 3d-korekce s tcpm – HEIDENHAIN TNC 620 (340 56x-03) Uživatelská příručka
Stránka 382
382
Programování: Víceosové obrábění
11
.6 T
rojrozm
ěrná korekce nástroje (volitelný sof
tware 2)
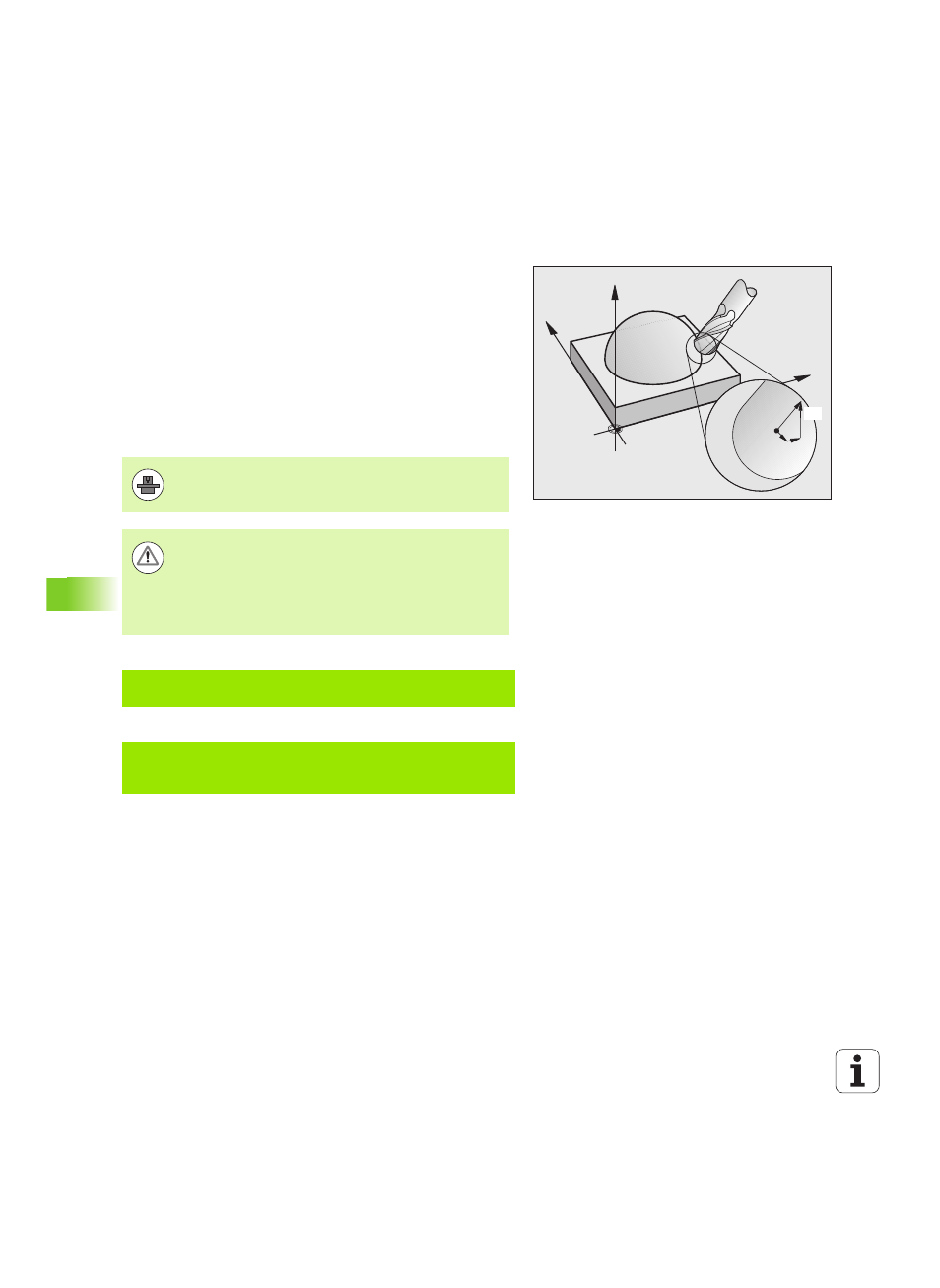
Face Milling (Čelní frézování): 3D-korekce s
TCPM
Čelní frézování je obrábění čelem nástroje. Při obrábění v pěti osách
se provádí 3D-korekce, když NC-program obsahuje normály plochy a
je aktivní TCPM, popř. M128. Korekce rádiusu RL/RR přitom nesmí
být aktivní. TNC přesadí nástroj ve směru normály plochy o součet
delta-hodnot (tabulka nástrojů a TOOL CALL).
Při aktivním TCPM (viz „Zachování polohy hrotu nástroje při
polohování naklápěcích os (TCPM): M128 (volitelný software 2)”,
strana 369) drží TNC nástroj kolmo k obrysu obrobku, pokud není v
bloku LN definována orientace nástroje.
Je-li v bloku LN definována orientace nástroje T a současně je aktivní
M128 (popř. FUNCTION TCPM), pak TNC automaticky polohuje osy
natočení stroje tak, aby nástroj dosáhl předvolenou orientaci.
Příklad: Formát bloku s normálou plochy bez orientace nástroje
Příklad: Formát bloku s normálou plochy a orientacínástroje
Z
Y
X
TX
TY
TZ
TNC nemůže automaticky polohovat osy natočení u všech
strojů. Informujte se ve vaší příručce ke stroji.
Pozor nebezpečí kolize!
U strojů, jejichž osy natočení dovolují jenom omezený
rozsah pojezdu, mohou při automatickém polohování
vzniknout pohyby, které vyžadují například otočení stolu o
180°. Věnujte pozornost nebezpečí kolize hlavy s
obrobkem nebo upínadly.
LN X+31,737 Y+21,954 Z+33,165 NX+0,2637581 NY+0,0078922
NZ–0,8764339 F1000 M128
LN X+31,737 Y+21,954 Z+33,165 NX+0,2637581 NY+0,0078922
NZ–0,8764339 TX+0,0078922 TY–0,8764339 TZ+0,2590319 F1000
M128
LN:
přímka s 3D-korekcí
X, Y, Z:
korigované souřadnice koncového bodu přímky
NX, NY, NZ: složky normál plochy
TX, TY, TZ: složky normovaného vektoru pro orientaci nástroje
F:
posuv
M:
přídavná funkce