HEIDENHAIN TNC 620 (73498x-02) Uživatelská příručka
Stránka 423
Trojrozměrná korekce nástroje (volitelný software 2) 12.6
12
TNC 620 | Uživatelská příručka programování s popisným dialogem HEIDENHAIN | 8/2013
423
Příklad: Formát bloku s normálami ploch bez orientace nástroje
LN X+31,737 Y+21,954 Z+33,165 NX+0,2637581 NY+0,0078922
NZ–0,8764339 F1000 M128
Příklad: Formát bloku s normálami ploch a orientací nástroje
LN X+31,737 Y+21,954 Z+33,165 NX+0,2637581 NY+0,0078922
NZ–0,8764339 TX+0,0078922 TY–0,8764339 TZ+0,2590319 F1000
M128
LN
:
Přímka s 3D-korekcí
X
, Y, Z:
Korigované souřadnice koncového bodu
přímky
NX
, NY, NZ:
Složky normál plochy
TX
, TY, TZ:
Složky normovaného vektoru pro orientaci
nástroje
F
:
Posuv
M
:
Přídavná funkce
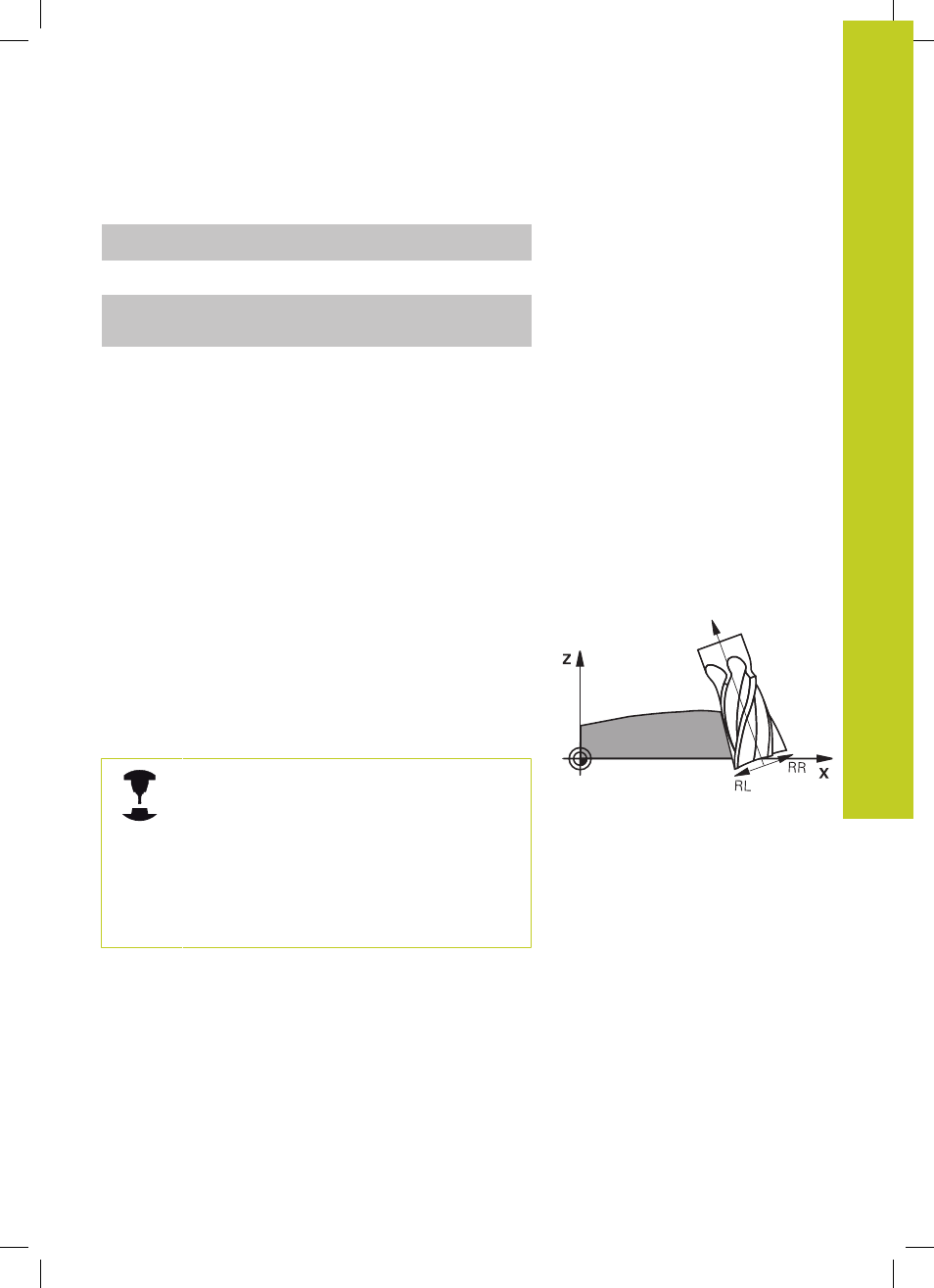
Peripheral Milling (Obvodové frézování): 3D-korekce
rádiusu s TCPM a korekcí rádiusu (RL/RR)
TNC přesadí nástroj kolmo ke směru pohybu a kolmo ke směru
nástroje o součet delta-hodnot DR (tabulka nástrojů a TOOL CALL).
Směr korekce definujete korekcí rádiusu RL/RR (viz obrázek, směr
pohybu Y+). Aby TNC mohl dosáhnout zadanou orientaci nástroje,
musíte aktivovat funkci M128, viz "Zachování polohy hrotu nástroje
při polohování os natočení (TCPM): M128 (volitelný software 2)",
Stránka 409. TNC pak napolohuje rotační osy stroje automaticky
tak, aby nástroj dosáhl své předvolené orientace s aktivní korekcí.
Tato funkce je možná pouze u strojů, v jejichž
konfiguraci os natočení lze definovat prostorové úhly.
Informujte se ve vaší příručce ke stroji.
TNC nemůže automaticky polohovat osy naklopení u
všech strojů.
Informujte se ve vaší příručce ke stroji.
Uvědomte si, že TNC provádí korekci o definované
Delta-hodnoty
. Rádius nástroje R, definovaný
v tabulce nástrojů, nemá na korekci žádný vliv.