Programování pohybů nástroje v popisném dialogu, Viz "programování pohybů, Nástroje v popisném dialogu ", stránka 95 – HEIDENHAIN TNC 620 (73498x-02) Uživatelská příručka
Stránka 95: Vytvoření a zadání programů 3.2
Vytvoření a zadání programů
3.2
3
TNC 620 | Uživatelská příručka programování s popisným dialogem HEIDENHAIN | 8/2013
95
Programování pohybů nástroje v popisném dialogu
Naprogramování bloku začněte stisknutím některé dialogové
klávesy. V záhlaví obrazovky se vás TNC dotáže na všechna
potřebná data.
Zadáváte-li funkce DIN/ISO na připojené klávesnici
USB, dbejte na zapnuté psaní velkých písmen.
Příklad pro zahájení polohovacího bloku
Otevřít blok
SOUŘADNICE ?
10
(Zadejte cílovou souřadnici pro osu X)
20
(Zadejte cílovou souřadnici pro osu Y)
klávesou ENT přejděte k další otázce
KOREKCE RÁDIUSU: RL/RR/BEZ KOR.: ?
Zadejte „Bez korektury rádiusu“, klávesou ENT
přejděte k další otázce
POSUV F=? / F MAX = ENT
100 (Posuv pro tento dráhový pohyb zadat 100 mm/min)
klávesou ENT přejděte k další otázce
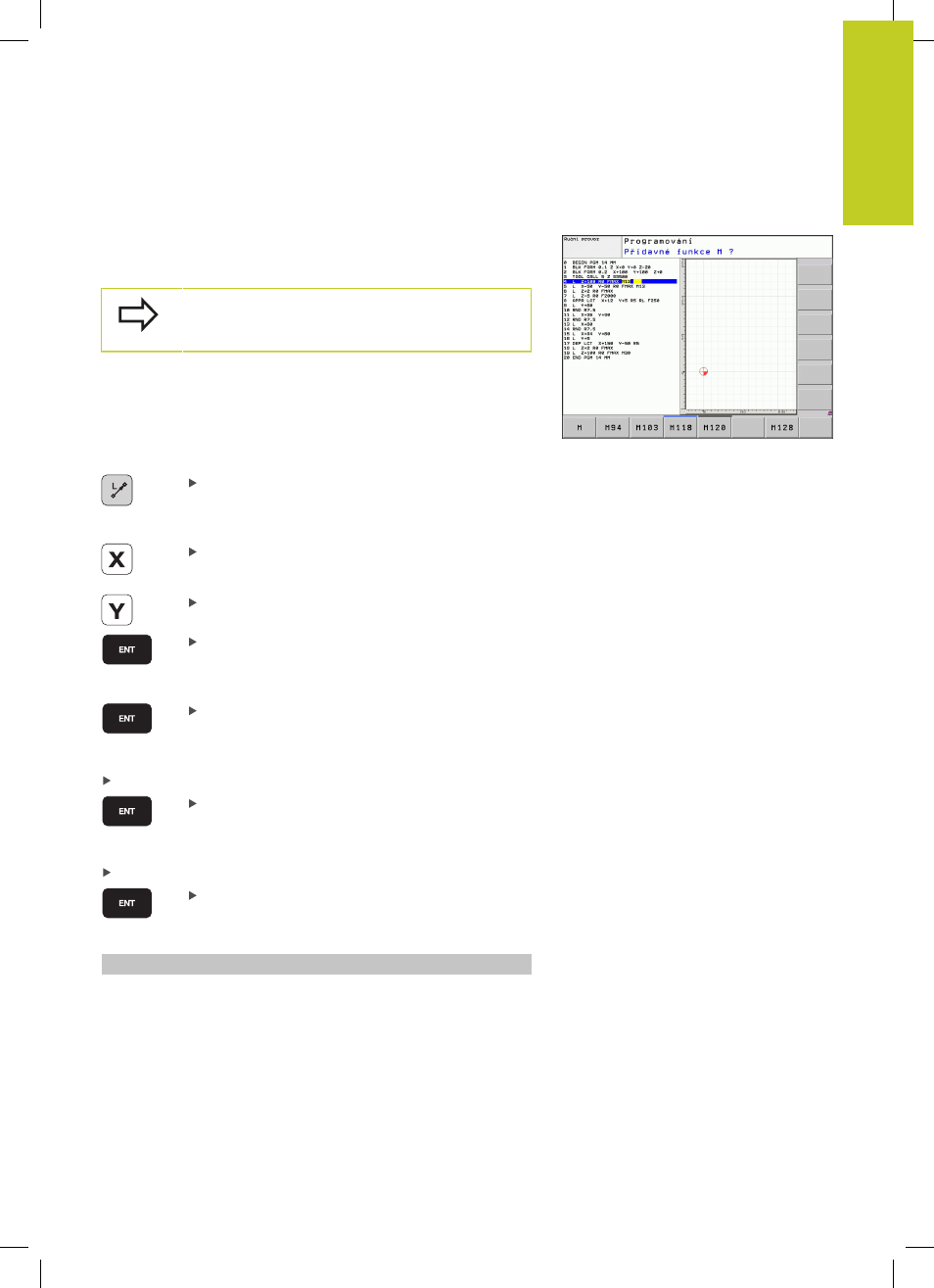
PŘÍDAVNÁ FUNKCE M?
Zadejte 3
(přídavná funkce M3 „Vřeteno ZAP“) .
Klávesou ENT ukončí TNC tento dialog.
Programové okno zobrazí řádek:
3 L X+10 Y+5 R0 F100 M3