5 function tcpm (volitelný software 2), Funkce, Definice funkce tcpm – HEIDENHAIN TNC 620 (81760x-01) Uživatelská příručka
Stránka 418: Function tcpm (volitelný software 2), Stránka 418
Programování: Víceosové obrábění
12.5 FUNCTION TCPM (volitelný software 2)
12
418
TNC 620 | Uživatelská příručka programování s popisným dialogem HEIDENHAIN | 4/2014
12.5
FUNCTION TCPM (volitelný software 2)
Funkce
Geometrie stroje musí být definovaná výrobcem
stroje v popisu kinematiky.
U naklápěcích os s Hirthovým ozubením:
Polohu naklápěcí osy měňte pouze tehdy, když
jste odjeli nástrojem. Jinak by mohlo při vyjíždění z
ozubení dojít k poškození obrysu.
Před polohováním s M91 nebo M92 a před TOOL
CALL
: ZRUŠTE FUNKCI TCPM.
Aby se zabránilo poškození obrysu, smíte s FUNKCÍ
TCPM
použít jen rádiusovou frézu.
Délka nástroje se musí vztahovat ke středu koule
rádiusové frézy.
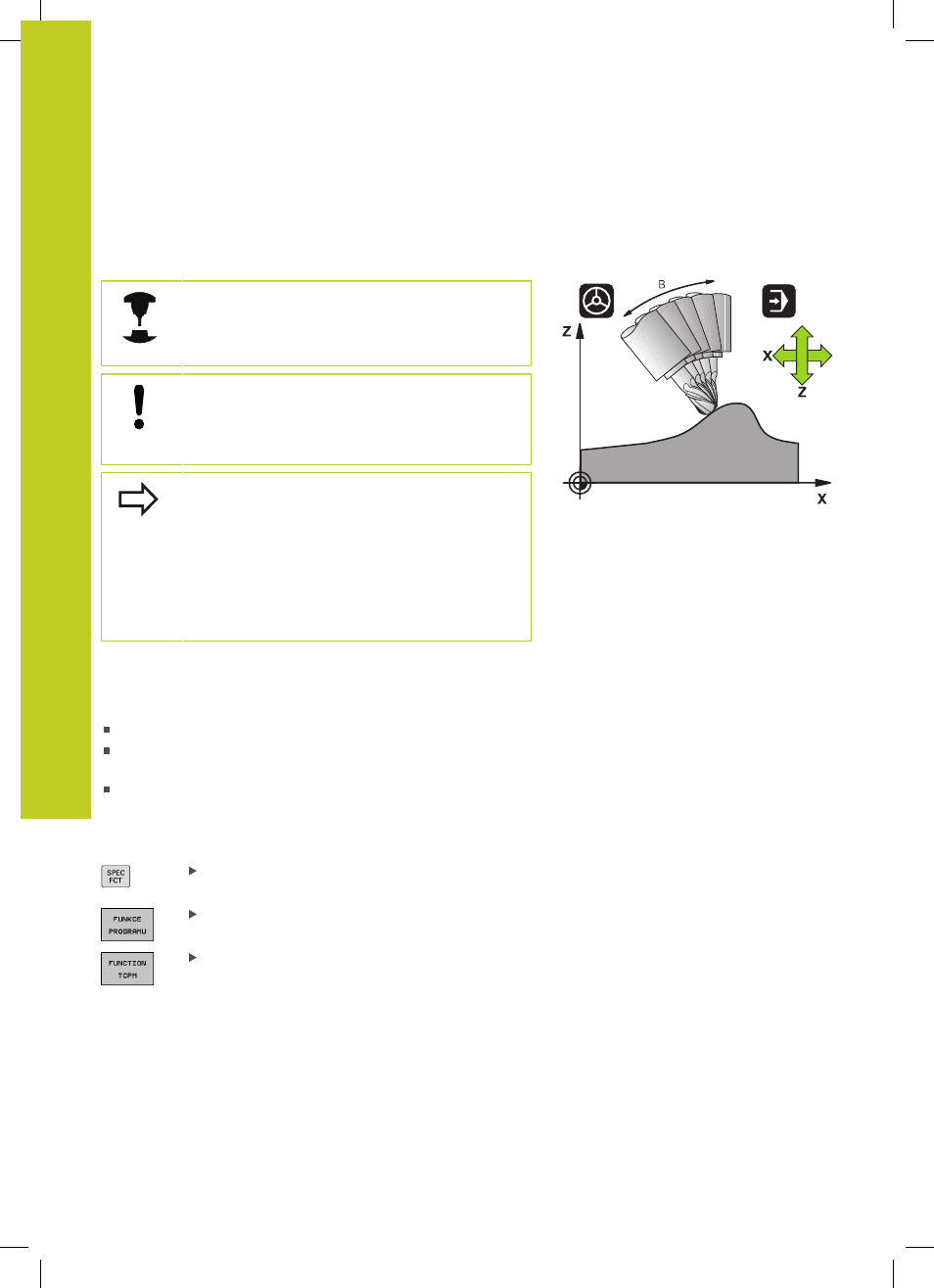
Je-li FUNKCE TCPM aktivní, zobrazí TNC v indikaci
pozice symbol TPCM.
FUNKCE TCPM
je dalším vývojovým stupněm funkce M128, s níž
můžete určit chování TNC při polohování rotačních os. Na rozdíl od
M128
můžete u FUNCTION TCPM sami definovat způsob působení
různých vlastností.
Působení programovaného posuvu: F TCP / F CONT
Interpretace souřadnic rotační osy, naprogramovaných v NC-
programu: AXIS POS / AXIS SPAT
Způsob interpolace mezi startovní a cílovou polohou: PATHCTRL
AXIS
/ PATHCTRL VECTOR
Definice FUNKCE TCPM
Zvolte Speciální funkce
Zvolte programovací pomůcky
Zvolte funkci FUNCTION TCPM