HEIDENHAIN PT 855 for Turning Uživatelská příručka
Stránka 30
I 3
POSITIP programován
POSITIP 855
Návod pro uživatele
31
Zápis programových bloků
Z
1
X
15
2
3
4
20
65
0
5
Volba souřadné osy ( osa X ).
Zadejte hodnotu c lové polohy ( X = 15 mm ). Zadán potvr te.
Zadaná c lová poloha nyn stoj jako aktuáln blok mezi
čárkovanými čarami.
C l o v á h o d n o t a p o l o h y ?
1
5
ENT
Bloky programu
0 BEGIN PGM 10
MM
Začátek programu, č slo programu a soustava měr
1 X+50.000
Předpolohován nástroje v ose X
2 Z+20.000
Předpolohován nástroje v ose Z
3 X+15.000
Souřadnice X poloha
1
4 Z+20.000
Souřadnice Z poloha
2
5 IX+5.000
Inkrementáln souřadnice X poloha
3
6 Z–65.000
Souřadnice Z poloha
4
7 END PGM 10
MM
Konec programu, č slo programu a soustava měr
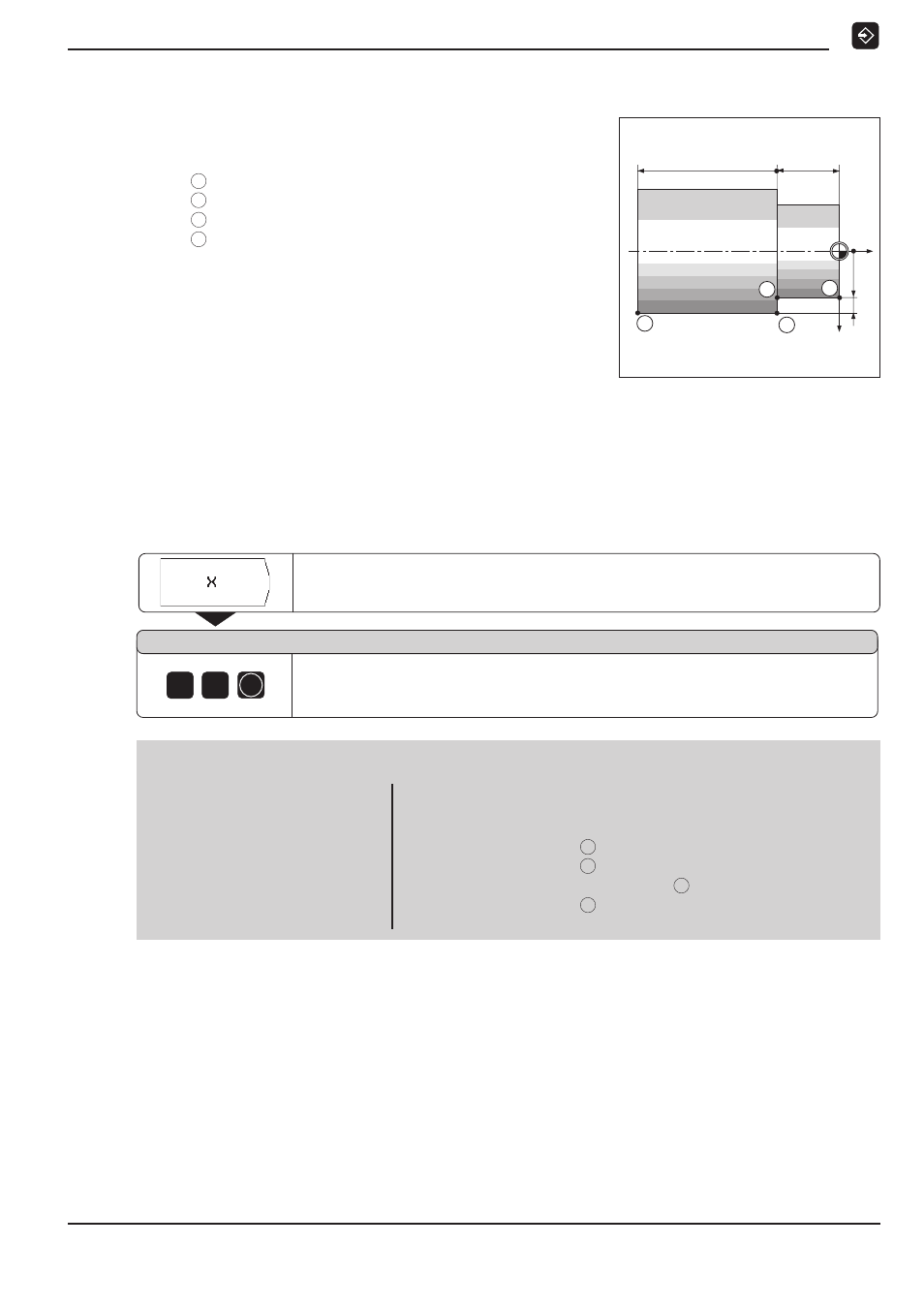
Př klad programu: Soustružen osazen
Vztažným bodem je nulový bod obrobku.
Poloha
1
Z
=
0 mm
X
= 15 mm
Poloha
2
Z
= +20 mm
X
= 15 mm
Poloha
3
Z
= +20 mm
I
X = +5 mm
Poloha
4
Z
= +65 mm
X
= 20 mm
Souhrn všech programovac ch kroků
➤
➤
➤
➤
➤ V hlavn m menu ULOŽENÍ PROGRAMU zvolte
softklávesou Č s. programu přehled programů.
➤
➤
➤
➤
➤ Zadejte č slo toho programu, který chcete
zpracovávat a stiskněte klávesu ENT.
➤
➤
➤
➤
➤ V hlavn m menu ULOŽENÍ PROGRAMU zvolte
Zadán programu.
➤
➤
➤
➤
➤ Zadejte c lové polohy.
Proveden hotového programu
Hotový program pak realizujete v provozn m režimu PROVÁDĚNÍ
PROGRAMU (viz kapitola I 4).
Př klad zadán :
Zadán c lové polohy do programu
(blok 3 v př kladu)