HEIDENHAIN PT 855 for Turning Uživatelská příručka
Stránka 36
I 3
POSITIP programován
POSITIP 855
Návod pro uživatele
37
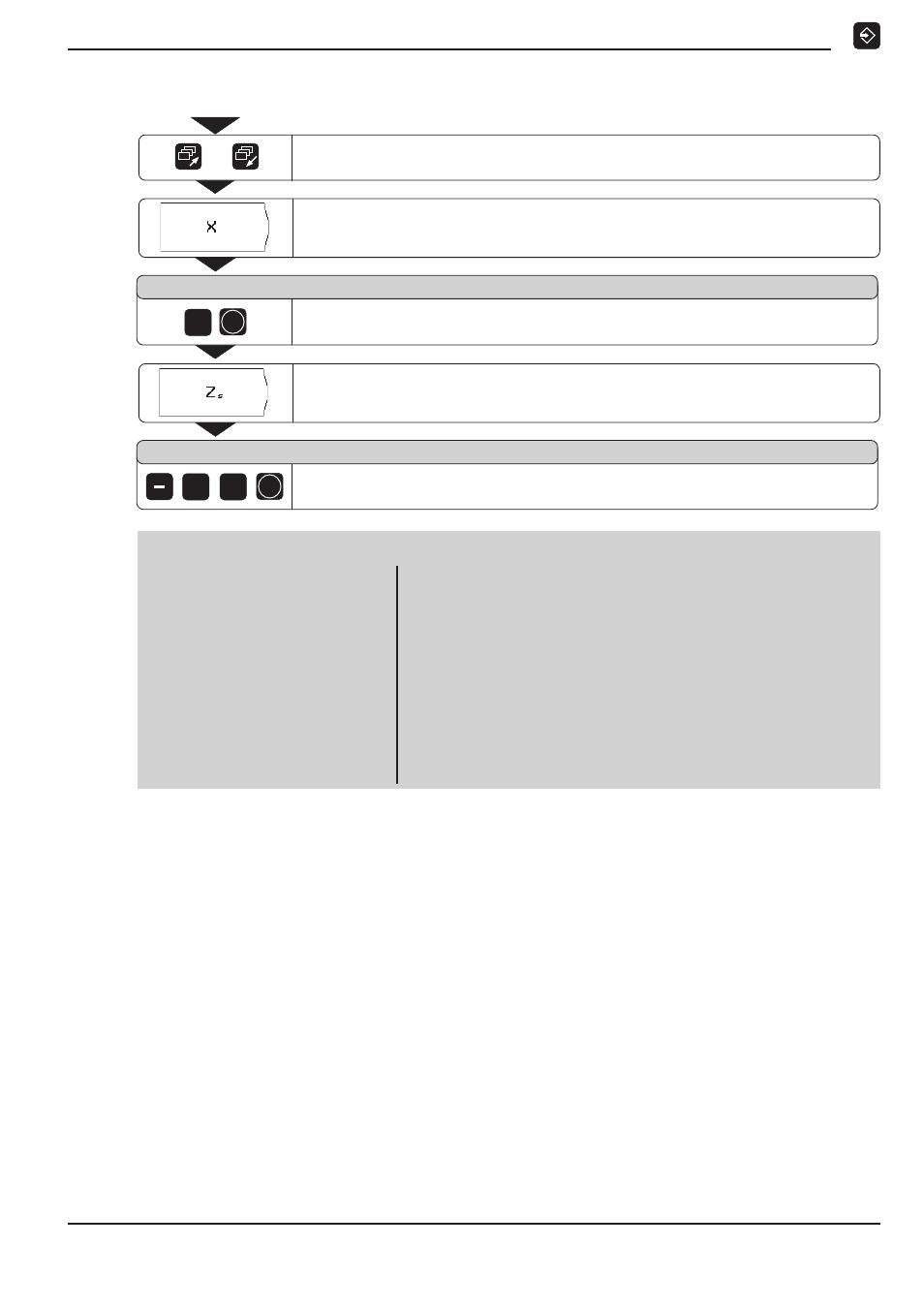
Úběrový cyklus
Listovat na prvn lištu softkláves.
/
Volba souřadné osy ( osa X ).
C l o v á h o d n o t a p o l o h y ?
ENT
5
Zvolte souřadnou osu ( osa Z
S
).
C l o v á h o d n o t a p o l o h y ?
ENT
3
0
Bloky programu
0 BEGIN PGM 20
MM
Začátek programu, č slo programu a soustava měr
1 X+80.000
Předpolohován nástroje v ose X
2 Z+20.000
Předpolohován nástroje v ose Z
3 X+50.000
Najet nástrojem (osa X)
4 Z+0.000
Najet nástrojem (osa Z)
5 CYCL 3.0 UBER
Souřadnice pro úběrový cyklus následuj za t mto blokem
6 X+10.000
Souřadnice X osazen
7 Z–30.000
Souřadnice Z osazen
8 X+80.000
Odjet (osa X)
9 Z+20.000
Odjet (osa Z)
10 END PGM 20
MM
Konec programu, č slo programu a soustava měr
Cyklus se provede v provozn m režimu PROVÁDĚNÍ PROGRAMU
(viz kapitola I 4) „najet m na nulu“ libovolným počtem př suvů.
Zadejte hodnotu c lové polohy ( X = 5 mm ). Zadán potvr te.
Zadejte hodnotu c lové polohy ( Z
S
= – 30 mm). Zadán potvr te.