1 základy, Pohyby nástroje v programu, Přídavné funkce m – HEIDENHAIN TNC 128 (77184x-02) Uživatelská příručka
Stránka 170: Základy, Programování: pohyby nástrojů 6.1 základy
Programování: Pohyby nástrojů
6.1
Základy
6
170
TNC 128 | Uživatelská příručka programování s popisným dialogem HEIDENHAIN | 6/2014
6.1
Základy
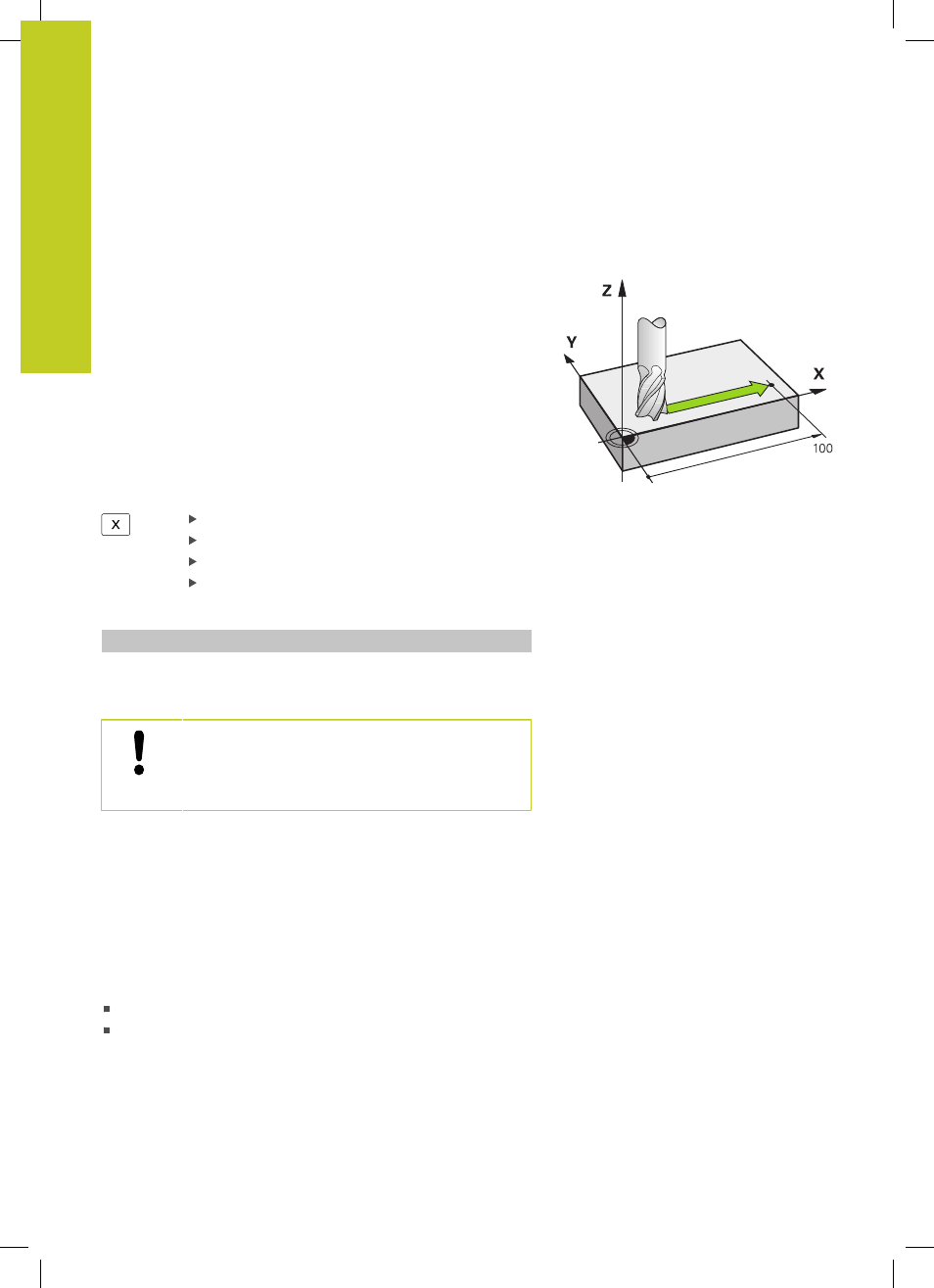
Pohyby nástroje v programu
Stiskem oranžových osových kláves zahájíte popisný dialog pro
polohovací blok rovnoběžný s osou. TNC se postupně dotáže na
všechny informace a vloží programový blok do programu obrábění.
Souřadnice
koncového bodu pohybu
Korekce rádiusu R+/R-/R0
Posuv F
Přídavná funkce M
Příklad NC-bloku
6 X+45 R+ F200 M3
Vždy programujete směr pohybu nástroje. Podle konstrukce vašeho
stroje se při obrábění pohybuje buď nástroj nebo stůl stroje s
upnutým obrobkem.
Pozor nebezpečí kolize!
Předvolte polohu nástroje na začátku programu
obrábění tak, aby bylo vyloučeno poškození nástroje
a obrobku.
Korekce rádiusu
TNC může rádius nástroje korigovat automaticky. V polohovacích
blocích souběžných s osami můžete zvolit zda TNC dráhu pojezdu
o rádius nástroje prodlouží (R+) nebo zkrátí (R-) (viz "Korekce
rádiusu nástroje v blocích s polohováním souběžným s osou",
Přídavné funkce M
Přídavnými funkcemi TNC řídíte
provádění programu, např. přerušení chodu programu
funkce stroje, jako zapnutí a vypnutí otáčení vřetena a chladicí
kapaliny