Parametry cyklu, 437 parametry cyklu – HEIDENHAIN TNC 128 (77184x-02) Uživatelská příručka
Stránka 437
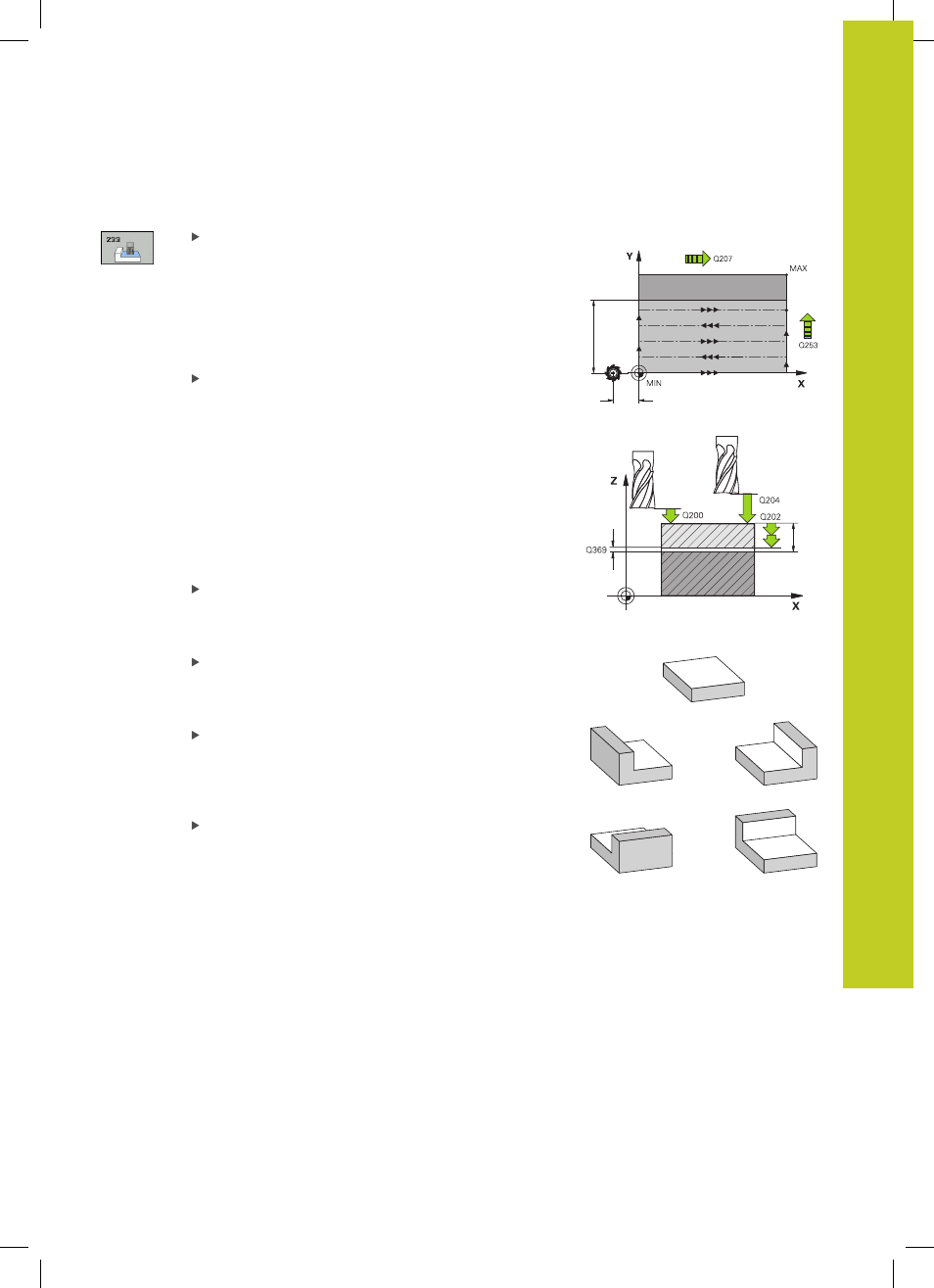
FRÉZOVÁNÍ NA ČELE (cyklus 233) 17.4
17
TNC 128 | Uživatelská příručka programování s popisným dialogem HEIDENHAIN | 6/2014
437
Parametry cyklu
Rozsah obrábění (0/1/2)
Q215: Definování rozsahu
obrábění:
0
: Hrubování a dokončování
1
: Jen hrubování
2
: Jen dokončení
Dokončení stěn a dokončení dna se provede
pouze tehdy, je-li definován příslušný přídavek na
dokončení (Q368, Q369)
Strategie frézování (0 – 4)
Q389: Stanovení, jak
má TNC plochu obrábět:
0
: obrábět meandrovitě, boční přísuv polohovacím
posuvem mimo obráběnou plochu
1
: obrábět meandrovitě, boční přísuv frézovacím
posuvem na okraji obráběné plochy
2
: obrábět po řádcích, zpětný pohyb a boční přísuv
s polohovacím posuvem mimo obráběnou plochu
3
: obrábět po řádcích, zpětný pohyb a boční přísuv
polohovacím posuvem na okraji obráběné plochy
4
: obrábět po spirále, stejnoměrný přísuv zvenku
dovnitř
Směr frézování
Q350: Osa roviny obrábění, podle
níž se má obrábění vyrovnat:
1
: Hlavní osa = směr obrábění
2
: Vedlejší osa = směr obrábění
1. strana – délka
Q218 (inkrementálně): délka
řádkované plochy v hlavní ose roviny obrábění
vztažená k bodu startu 1. osy. Rozsah zadávání 0
až 99 999,9999
2. strana – délka
Q219 (inkrementálně): délka
obráběné plochy ve vedlejší ose roviny obrábění.
Pomocí znaménka můžete stanovit směr prvního
příčného přísuvu vztažený k bodu startu 2. osy.
Rozsah zadávání -99 999,9999 až 99 999,9999
Bod startu 3. osy
Q226 (absolutně): souřadnice
povrchu obrobku, od níž se budou počítat přísuvy.
Rozsah zadávání -99 999,9999 až 99 999,9999
Q21
9
Q357
Q227
Q347
Q348
Q349
= 0
= -1
= +1
= -2
= +2