3 pravoúhlý čep (cyklus 256), Provádění cyklu, Při programování dbejte na tyto body – HEIDENHAIN TNC 128 (77184x-02) Uživatelská příručka
Stránka 431: Pravoúhlý čep (cyklus 256)
PRAVOÚHLÝ ČEP (cyklus 256) 17.3
17
TNC 128 | Uživatelská příručka programování s popisným dialogem HEIDENHAIN | 6/2014
431
17.3
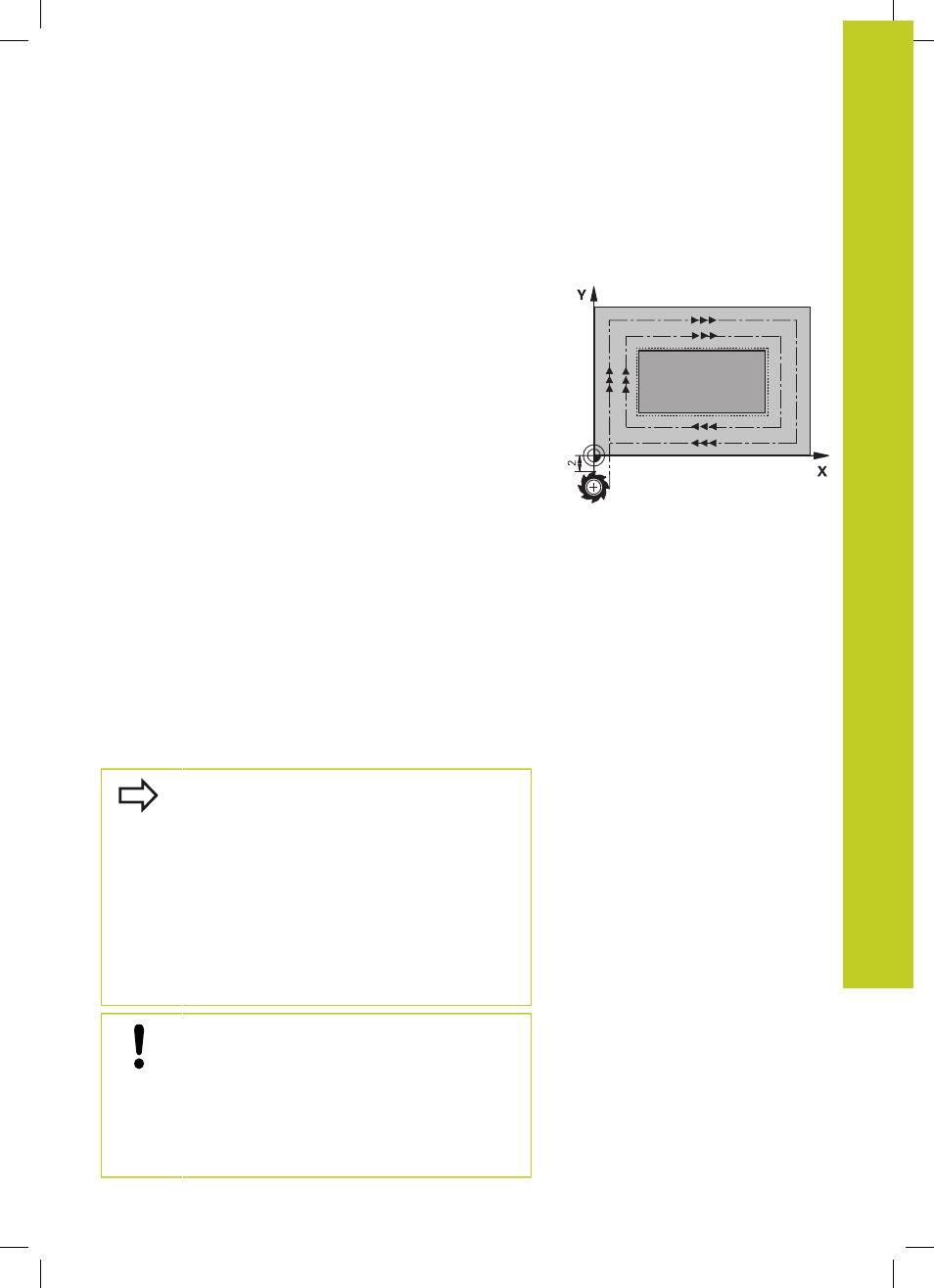
PRAVOÚHLÝ ČEP (cyklus 256)
Provádění cyklu
Cyklem pravoúhlého čepu 256 můžete obrábět pravoúhlý čep. Je-
li míra polotovaru větší než je maximálně možný boční přísuv, tak
TNC provede několik bočních přísuvů, až se dosáhne koncová
míra.
1 Nástroj vyjede z výchozí pozice cyklu (střed čepu) v záporném
směru X do startovní pozice obrábění čepu. Startovní pozice
leží přesazená vlevo vedle polotovaru čepu o bezpečnou
vzdálenost + rádius nástroje.
2 Stojí-li nástroj na 2. bezpečné vzdálenosti, přejede TNC
rychloposuvem FMAX na bezpečnou vzdálenost a odtud
posuvem přísuvu do hloubky na první hloubku přísuvu
3 Potom najede nástroj lineárně tangenciálně na obrys čepu a
ofrézuje jeden oběh.
4 Nelze-li dosáhnout konečný rozměr jedním oběhem, tak TNC
v aktuální hloubce přísuvu bočně přisune nástroj a poté frézuje
další oběh. TNC přitom bere do úvahy rozměr polotovaru,
konečný rozměr a povolený boční přísuv. Tento postup se
opakuje, až se dosáhne definovaný konečný rozměr.
5 Jsou-li potřeba další přísuvy, tak nástroj odjede zpět od obrysu
do bodu startu obrábění čepu
6 Poté TNC přejede s nástrojem do další hloubky přísuvu a obrábí
čep v této hloubce.
7 Tento postup se opakuje, až se dosáhne naprogramované
hloubky.
Při programování dbejte na tyto body!
Předpolohujte nástroj do startovní polohy v rovině
obrábění s korekcí rádiusu R0. Pozor na parametr
Q367 (poloha).
V ose nástroje napolohuje TNC nástroj automaticky.
Dbejte na 2. bezpečnou vzdálenost
Q204.
Znaménko parametru cyklu Hloubka definuje směr
obrábění. Naprogramujete-li hloubku = 0, pak TNC
cyklus neprovede.
TNC redukuje hloubku přísuvu na délku břitu LCUTS,
definovanou v nástrojové tabulce, pokud je délka
břitu kratší než hloubka přísuvu Q202, zadaná v
cyklu.
Pozor nebezpečí kolize!
Strojním parametrem displayDepthErr nastavíte, zda
má TNC při zadání kladné hloubky vydat chybové
hlášení (on) nebo ne (off).
Uvědomte si, že TNC při
zadání kladné hloubky
výpočet předpolohování invertuje. Nástroj tedy
jede v ose nástroje rychloposuvem na bezpečnou
vzdálenost
pod
povrchem obrobku!