Programování jednoduchého obrysu, 3 programování prvního dílce – HEIDENHAIN TNC 128 (77184x-01) Uživatelská příručka
Stránka 42
42
První kroky s TNC 128
1.3 Programování prvního dílce
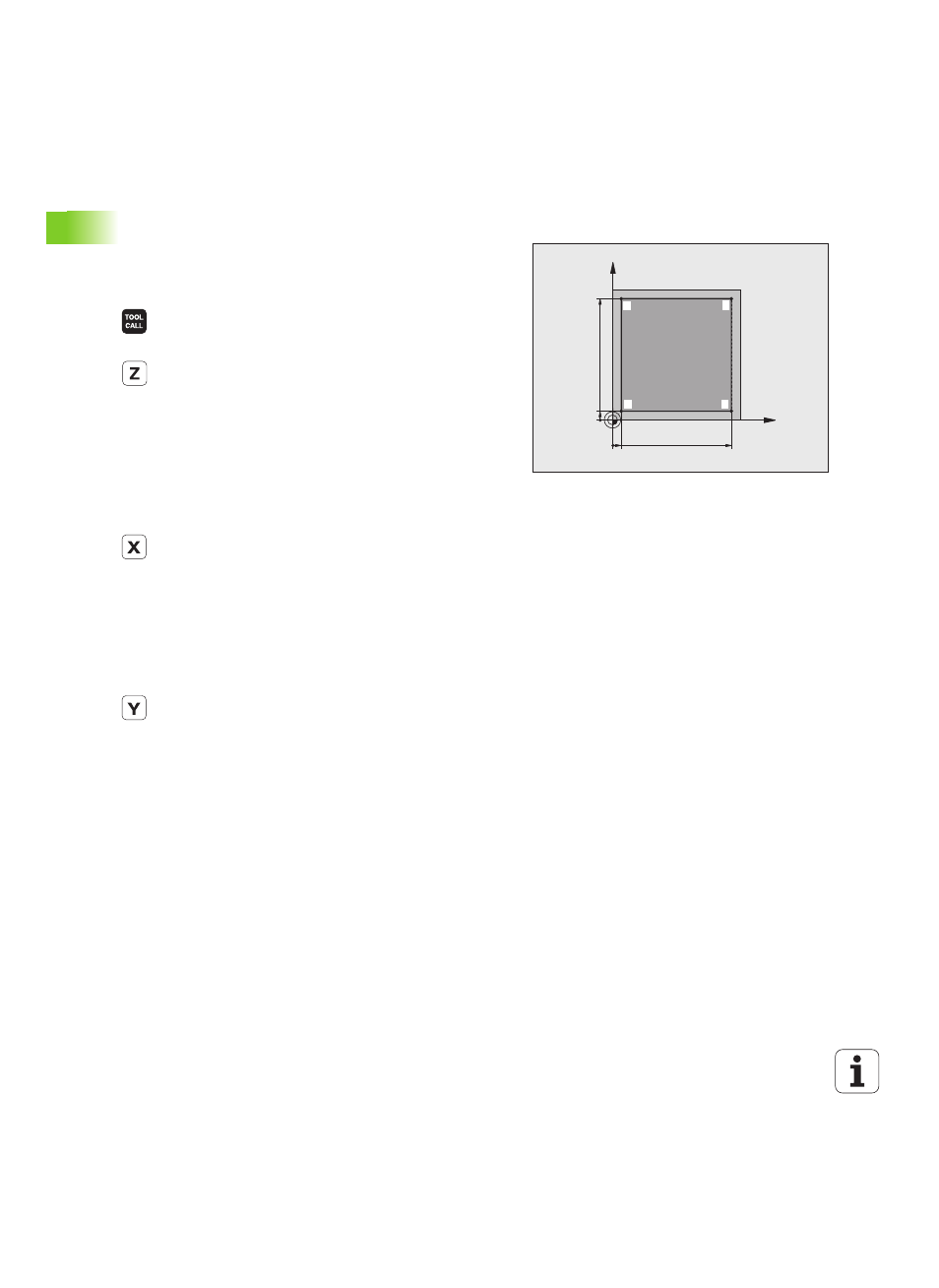
Programování jednoduchého obrysu
Obrys vpravo na obrázku se má jednou ofrézovat okolo v hloubce 5
mm. Definici polotovaru jste již připravili. Po otevření dialogu s funkční
klávesou zadávejte všechna data, na která se ptá TNC v záhlaví
obrazovky.
Vyvolání nástroje: Zadejte data nástroje. Potvrďte
každé zadání klávesou ENT, nezapomeňte na osu
nástroje.
Odjetí nástrojem: K odjetí v ose nástroje stiskněte
oranžovou osovou klávesu Z a zadejte hodnotu
najížděné pozice, např. 250. Zadání potvrďte
klávesou ENT
Korekce rádiusu: R+/R-/bez korekce? Potvrďte
klávesou ENT: Neaktivovat žádnou korekci rádiusu
Posuv F=? Potvrďte klávesou ENT: Pojíždění
rychloposuvem(FMAX)
Přídavná funkce M? Potvrďte stiskem klávesy END:
TNC uloží zadaný pojezdový blok
Předpolohování nástroje v rovině obrábění: Stiskněte
oranžovou klávesu osy X a zadejte hodnotu najížděné
pozice, např. -20.
Korekce rádiusu: R+/R-/bez korekce? Potvrďte
klávesou ENT: Neaktivovat žádnou korekci rádiusu
Posuv F=? Potvrďte klávesou ENT: Pojíždění
rychloposuvem (FMAX)
Přídavná funkce M? Potvrďte stiskem klávesy END:
TNC uloží zadaný pojezdový blok
Stiskněte oranžovou klávesu osy Y a zadejte hodnotu
najížděné pozice, např. -20. Zadání potvrďte klávesou
ENT
Korekce rádiusu: R+/R-/bez korekce? Potvrďte
klávesou ENT: Neaktivovat žádnou korekci rádiusu
Posuv F=? Potvrďte klávesou ENT: Pojíždění
rychloposuvem (FMAX)
Přídavná funkce M? Potvrďte stiskem klávesy END:
TNC uloží zadaný pojezdový blok
X
Y
95
5
95
5
1
4
2
3