3 pravoúhlý čep (cyklus 256), Provádění cyklu – HEIDENHAIN TNC 128 (77184x-01) Uživatelská příručka
Stránka 432
432
Obráběcí cykly: Frézování kapes / Frézování čepů / Frézování drážek
17.3 PRA
V
OÚHLÝ
Č
EP (cyklus 256)
17.3 PRAVOÚHLÝ ČEP (cyklus 256)
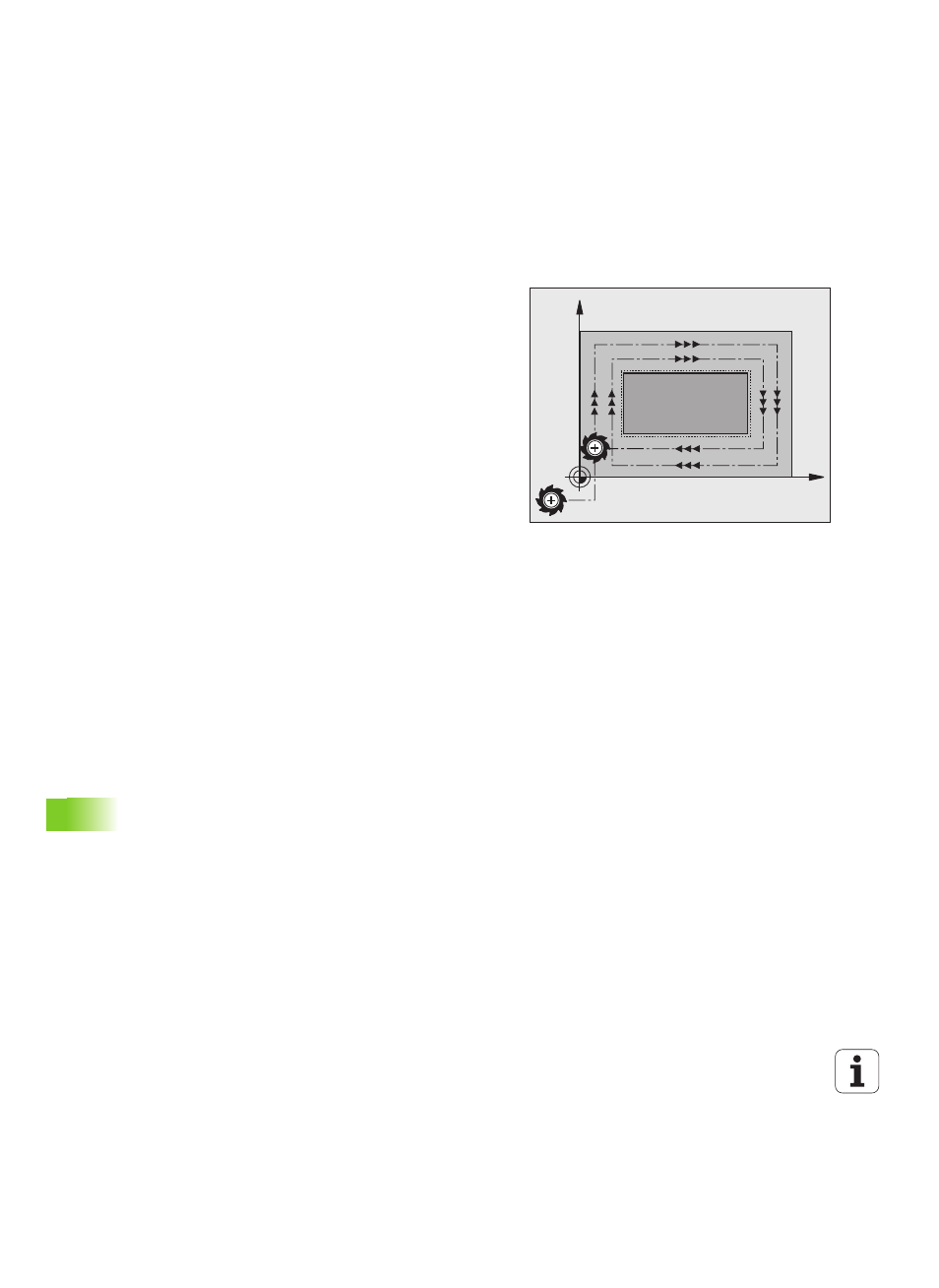
Provádění cyklu
Cyklem pravoúhlého čepu 256 můžete obrábět pravoúhlý čep. Je-li
míra polotovaru větší než je maximálně možný boční přísuv, tak TNC
provede několik bočních přísuvů, až se dosáhne koncová míra.
1 Nástroj vyjede z výchozí pozice cyklu (střed čepu) v záporném
směru X do startovní pozice obrábění čepu. Startovní pozice leží
přesazená vlevo vedle polotovaru čepu o bezpečnou vzdálenost +
rádius nástroje.
2 Stojí-li nástroj na 2. bezpečné vzdálenosti, přejede TNC
rychloposuvem FMAX na bezpečnou vzdálenost a odtud posuvem
pro přísuv do hloubky na první hloubku přísuvu
3 Potom najede nástroj na obrys čepu a ofrézuje jeden oběh.
4 Nelze-li dosáhnout konečný rozměr jedním oběhem, tak TNC v
aktuální hloubce přísuvu bočně přisune nástroj a poté frézuje další
oběh. TNC přitom bere do úvahy rozměr polotovaru, konečný
rozměr a povolený boční přísuv. Tento postup se opakuje, až se
dosáhne definovaný konečný rozměr.
5 Pak nástroj odjede zpět od obrysu do bodu startu obrábění čepu.
6 Poté TNC přejede s nástrojem do další hloubky přísuvu a obrábí
čep v této hloubce.
7 Tento postup se opakuje, až se dosáhne naprogramované
hloubky.
X
Y