Parametry cyklu, 3 pra v oúhlý č ep (cyklus 256) – HEIDENHAIN TNC 128 (77184x-01) Uživatelská příručka
Stránka 434
434
Obráběcí cykly: Frézování kapes / Frézování čepů / Frézování drážek
17.3 PRA
V
OÚHLÝ
Č
EP (cyklus 256)
Parametry cyklu
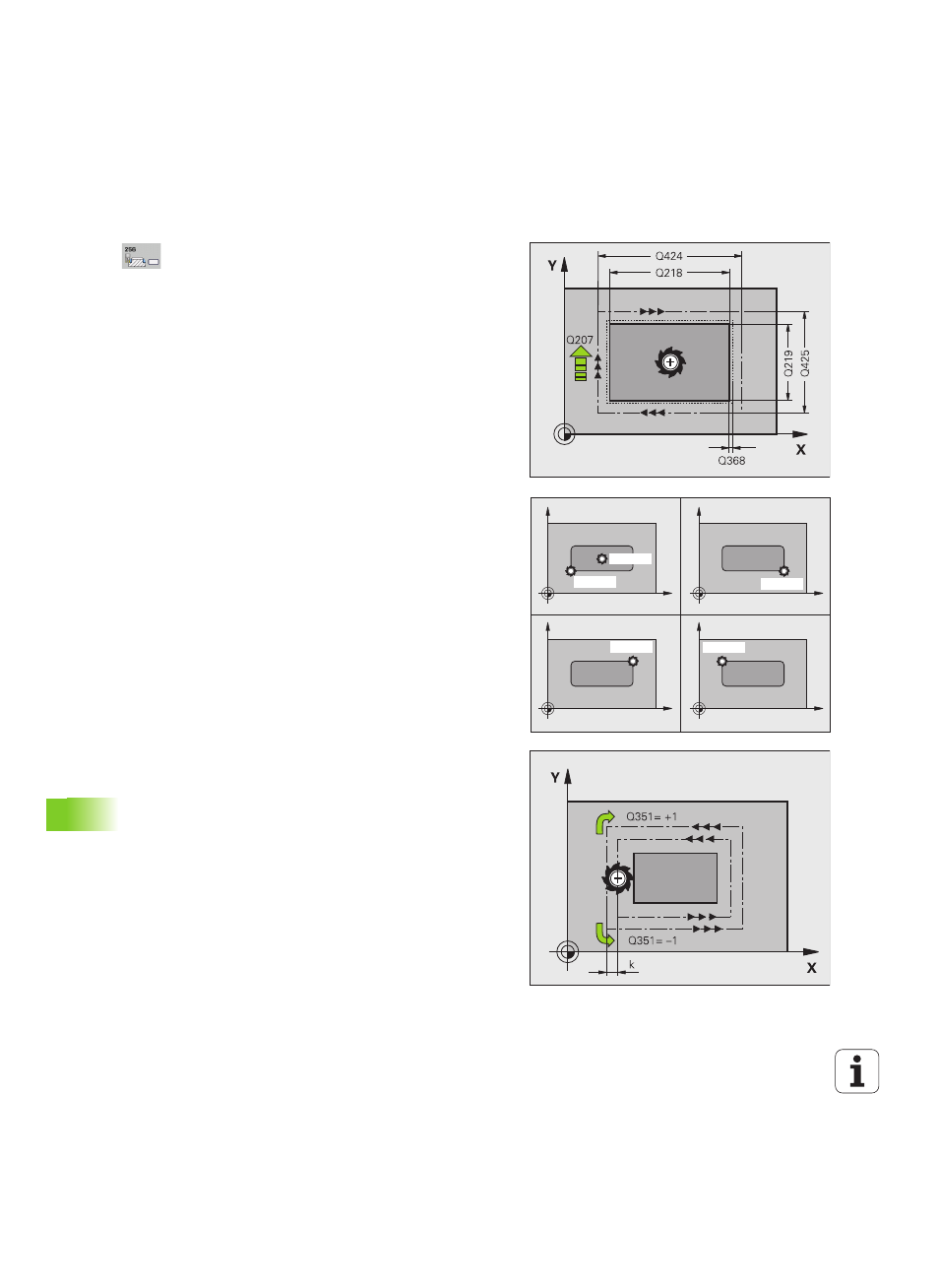
Rozsah obrábění (0/1/2) Q215: definice rozsahu
obrábění:
0: hrubování a dokončování
1: pouze hrubování
2: pouze dokončování
Dokončení stěn a dokončení dna se provede pouze
tehdy, je-li definovaný přídavek pro dokončení
(Q368).
1. délka strany Q218: délka čepu, paralelně s hlavní
osou roviny obrábění. Rozsah zadávání 0 až 99
999,9999
Rozměr polotovaru délka strany 1 Q424: délka
polotovaru čepu, paralelně s hlavní osou roviny
obrábění. Zadejte Rozměr polotovaru délky strany
1 větší než je 1. délka strany. TNC provede několik
bočních přísuvů, pokud je rozdíl mezi mírou
polotovaru 1 a konečným rozměrem 1 větší, než je
přípustný boční přísuv (rádius nástroje krát překrývání
drah Q370). TNC vypočítává vždy konstantní boční
přísuv. Rozsah zadávání 0 až 99 999,9999
2. délka strany Q219: délka čepu, paralelně s
vedlejší osou roviny obrábění. Zadejte Rozměr
polotovaru délky strany 2 větší než je 2. délka
strany. TNC provede několik bočních přísuvů, pokud
je rozdíl mezi mírou polotovaru 1 a konečným
rozměrem 2 větší, než je přípustný boční přísuv
(rádius nástroje krát překrývání drah Q370). TNC
vypočítává vždy konstantní boční přísuv. Rozsah
zadávání 0 až 99 999,9999
Hloubka Q201 (inkrementálně): vzdálenost povrch
obrobku – dno čepu. Rozsah zadávání -99 999,9999
až 99 999,9999
Poloha čepu Q367: poloha čepu vztažená k poloze
nástroje při vyvolání cyklu:
0: poloha nástroje = střed čepu
1: poloha nástroje = levý dolní roh
2: poloha nástroje = pravý dolní roh
3: poloha nástroje = pravý horní roh
4: poloha nástroje = levý horní roh
Hloubka přísuvu Q202 (inkrementálně): rozměr, o
nějž se nástroj pokaždé přisune; zadejte hodnotu
větší než 0. Rozsah zadávání 0 až 99 999,9999
Posuv pro frézování Q207: Pojezdová rychlost
nástroje při frézování v mm/min. Rozsah zadávání 0
až 99 999,999; alternativně FAUTO, FU, FZ
Posuv přísuvu do hloubky Q206: pojezdová rychlost
nástroje při pojezdu do hloubky v mm/min. Rozsah
zadávání 0 až 99 999,999; alternativně FMAX,
FAUTO, FU, FZ
X
Y
X
Y
X
Y
X
Y
Q367=0
Q367=1
Q367=2
Q367=3
Q367=4