HEIDENHAIN TNC 320 (340 55x-03) Uživatelská příručka
Stránka 228
228
8 Programování: Cykly
8.2 Cykly k vrtání,
řezání vnit
řních závit
ů
a frézování závit
ů
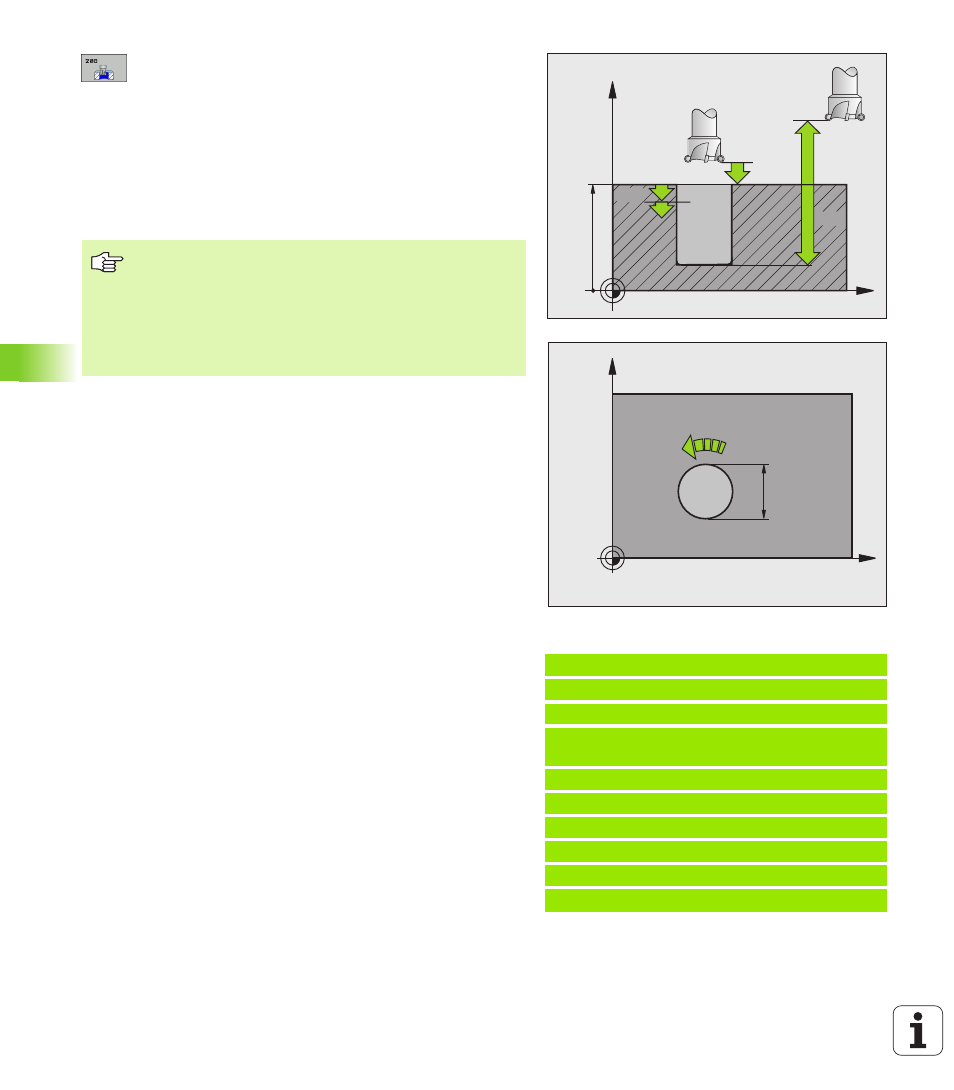
Bezpečná vzdálenost Q200 (inkrementálně):
vzdálenost spodní hrana nástroje – povrch obrobku
Hloubka Q201 (inkrementálně): vzdálenost povrch
obrobku – dno díry
Posuv přísuvu do hloubky Q206: pojezdová rychlost
nástroje při vrtání po šroubovici v mm/min
Hloubka přísuvu na šroubovici Q334 (inkrementálně):
rozměr, o který se nástroj po každé obrátce
šroubovice (= 360 °) vždy přisune
Souřadnice povrchu obrobku Q203 (absolutně):
souřadnice povrchu obrobku
2. bezpečná vzdálenost Q204 (inkrementálně):
souřadnice osy vřetena, v níž nemůže dojít ke kolizi
mezi nástrojem a obrobkem (upínadly)
Cílový průměr Q335 (absolutně): průměr díry. Jestliže
jste zadali průměr díry rovnající se průměru nástroje,
vrtá TNC přímo bez interpolace šroubovice na
zadanou hloubku
Předvrtaný průměr Q342 (absolutně): zadáte-li v
Q342 hodnotu větší než “0”, nebude již TNC provádět
kontrolu ohledně poměru cílového průměru a průměru
nástroje. Tím můžete vyfrézovávat díry, jejichž
průměr je více než dvakrát tak velký než průměr
nástroje.
Druh frézování Q351: druh obrábění frézováním při
M3
+1 = sousledné frézování
–1 = nesousledné frézování
Példa: NC-bloky
12 CYCL DEF 208 VRTACÍ FRÉZOVÁNÍ
Q200=2
;BEZPEČNÁ VZDÁLENOST
Q201=-80 ;HLOUBKA
Q206=150 ;POSUV PŘÍSUVU DO
HLOUBKY
Q334=1,5 ;HLOUBKA PŘÍSUVU
Q203=+100 ;SOUŘADNICE POVRCHU
Q204=50 ;2. BEZPEČNÁ VZDÁLENOST
Q335=25 ;CÍLOVÝ PRŮMĚR
Q342=0
;PŘEDVOLENÝ PRŮMĚR
Q351=+1 ;DRUH FRÉZOVÁNÍ
X
Z
Q200
Q201
Q203
Q204
Q334
X
Y
Q206
Q335
Uvědomte si, že při příliš velkém přísuvu může váš nástroj
poškodit sám sebe i obrobek.
Aby se zabránilo zadání příliš velkých přísuvů, udejte v
tabulce nástrojů ve sloupci ANGLE (Úhel) maximálně
možný úhel zanoření nástroje (viz „Nástrojová data”,
strana 118). TNC pak automaticky vypočte maximálně
dovolený přísuv a případně změní vámi zadanou hodnotu.