HEIDENHAIN TNC 320 (340 55x-03) Uživatelská příručka
Stránka 260
260
8 Programování: Cykly
8.3 Cykly k frézování kapes, ostr
ů
vk
ů
(
č
ep
ů
) a drážek
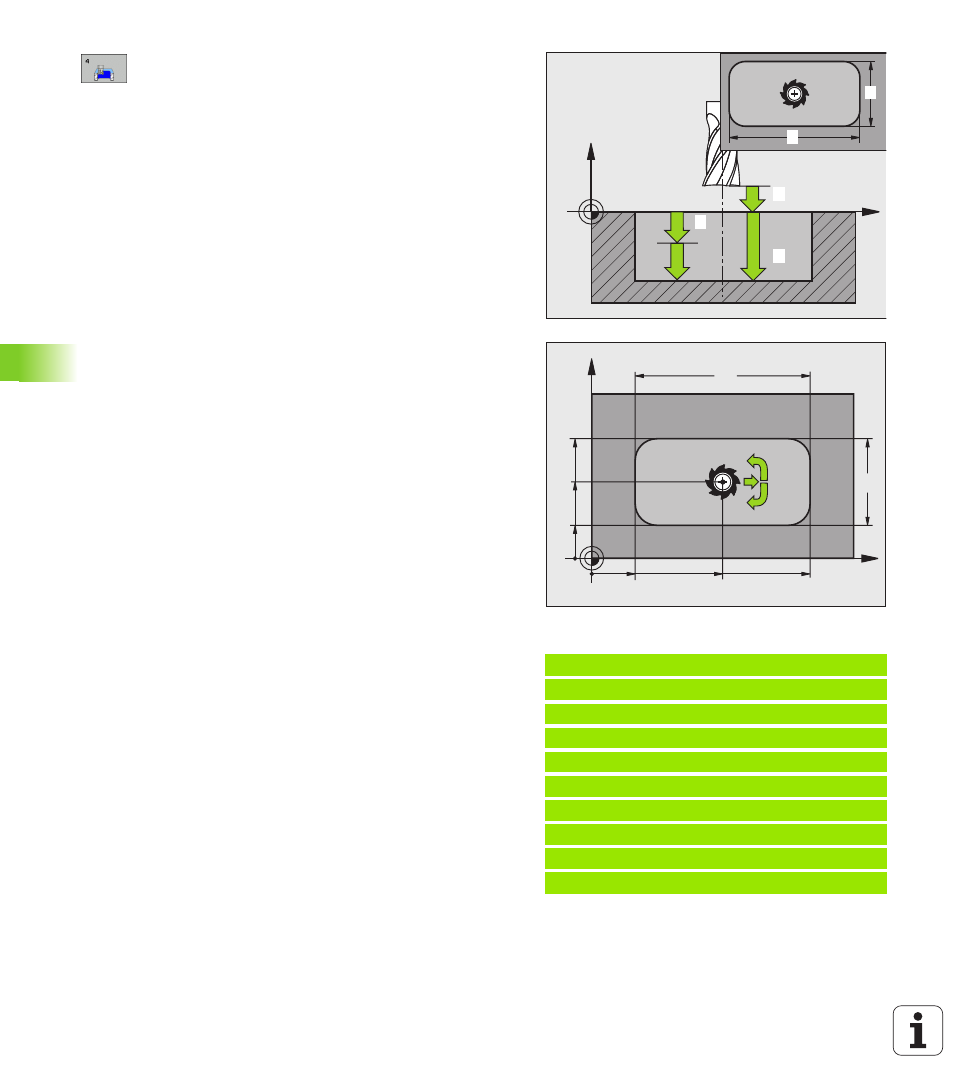
Bezpečná vzdálenost
1
(inkrementálně): vzdálenost
hrot nástroje (poloha startu) – povrch obrobku
Hloubka
2
(inkrementálně): vzdálenost povrch
obrobku – dno kapsy
Hloubka přísuvu
3
(inkrementálně): rozměr, o který se
nástroj pokaždé přisune. TNC najede na hloubku v
jediné operaci, jestliže:
hloubka přísuvu a konečná hloubka jsou stejné;
hloubka přísuvu je větší než konečná hloubka.
Posuv přísuvu do hloubky: pojezdová rychlost nástroje
při zapichování.
1. délka strany
4
: délka kapsy paralelně s hlavní osou
roviny obrábění
2. délka strany
5
: šířka kapsy
Posuv F: pojezdová rychlost nástroje v rovině
obrábění
Otáčení ve smyslu hodinových ručiček
DR +: sousledné frézování při M3
DR –: nesousledné frézování při M3
Rádius zaoblení: rádius rohů kapsy.
Pro rádius = 0 je rádius zaoblení stejný jako rádius
nástroje
Výpočty:
přísuv do strany k = K x R
Példa: NC-bloky
11 L Z+100 R0 FMAX
12 CYCL DEF 4.0 FRÉZOVÁNÍ KAPES
13 CYCL DEF 2,1 VZDÁLENOST 2
14 CYCL DEF 4.2 HLOUBKA -10
15 CYCL DEF 4.3 PŘÍSUV 4 F80
16 CYCL DEF 4.4 X80
17 CYCL DEF 4.5 Y40
18 CYCL DEF 4.6 F100 DR+ RÁDIUS 10
19 L X+60 Y+35 FMAX M3
20 L Z+2 FMAX M99
X
Z
1
2
3
4
5
X
Y
DR+
40
80
55
35
15
100
60
20
DR
K:
koeficient překrytí definovaný ve strojním parametru
PocketOverlap
R:
rádius frézy