7 dokončení dna (cyklus 23, din/iso: g123), Provádění cyklu, Při programování dbejte na tyto body – HEIDENHAIN TNC 320 (340 55x-05) Cycle programming Uživatelská příručka
Stránka 185: Parametry cyklu
HEIDENHAIN TNC 320
185
7.7 DOKON
Č
ENÍ DNA (cyklus 23, DIN/ISO: G123)
7.7 DOKONČENÍ DNA (cyklus 23,
DIN/ISO: G123)
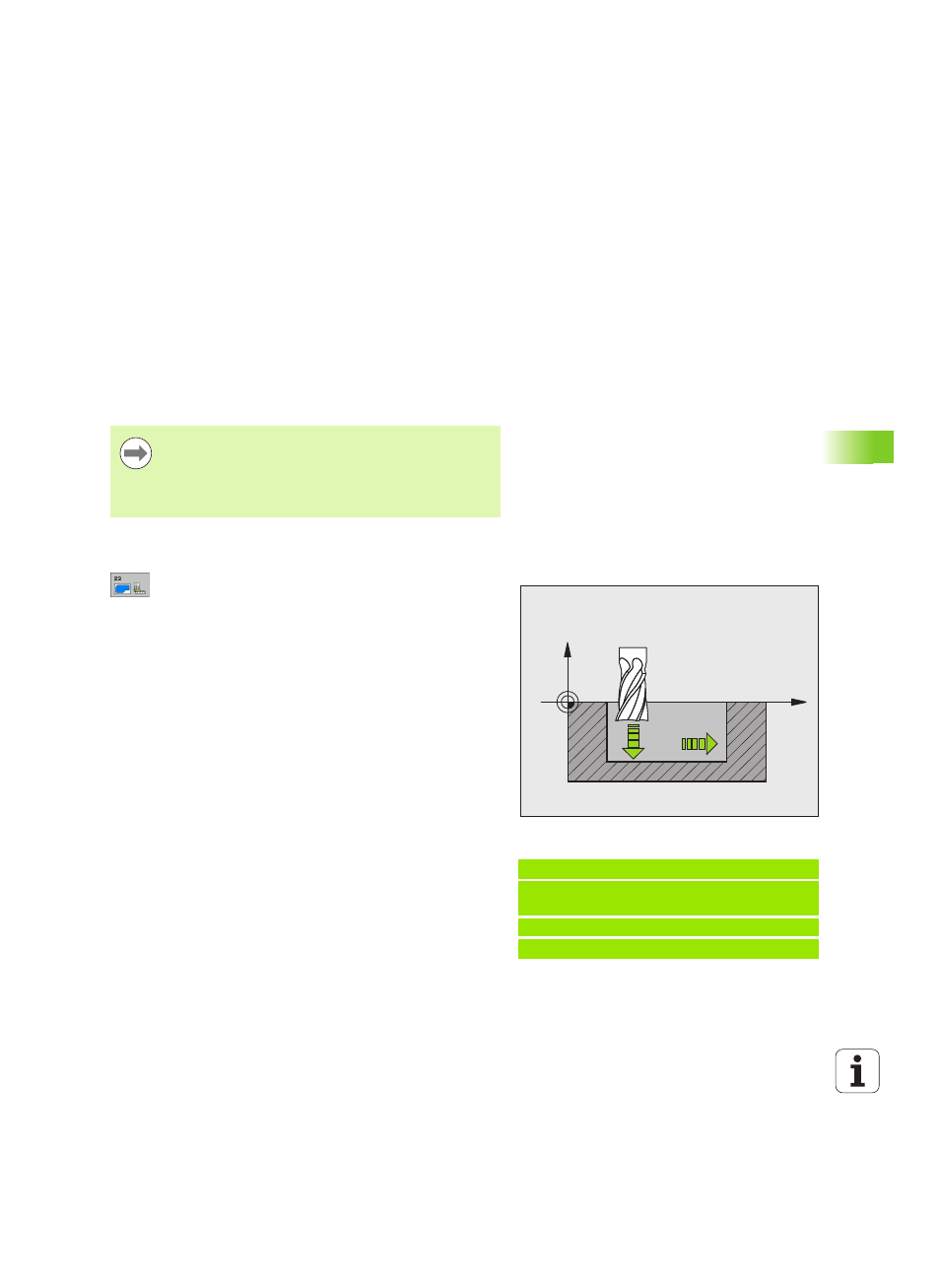
Provádění cyklu
TNC najede měkce nástrojem (po svislé tangenciální kružnici) na
obráběnou plochu, je-li zde k tomu dostatek místa. Ve stísněném
prostoru najede TNC nástrojem kolmo na hloubku. Potom se odfrézuje
přídavek na dokončení, který zůstal při hrubování.
Při programování dbejte na tyto body!
Parametry cyklu
U
Posuv přísuvu do hloubky Q11: pojezdová rychlost
nástroje při zapichování. Rozsah zadávání 0 až
99 999,9999; alternativně FAUTO, FU, FZ
U
Posuv vyhrubování Q12: frézovací posuv. Rozsah
zadávání 0 až 99 999,9999; alternativně FAUTO, FU,
FZ
U
Zpětný posuv Q208: pojezdová rychlost nástroje při
vyjíždění po obrábění v mm/min. Zadáte-li Q208=0,
pak TNC vyjíždí nástrojem posuvem Q12. Rozsah
zadávání 0 až 99 999,9999; alternativně FMAX,
FAUTO
TNC si sám zjistí bod startu pro dokončování. Tento bod
startu je závislý na prostorových poměrech v kapse.
Rádius najíždění pro napolohování do konečné hloubky je
interně pevně definovaný a nezávisí na úhlu zanoření
nástroje.
Příklad: NC-bloky
60 CYCL DEF 23 DOKONČENÍ DNA
Q11=100 ;POSUV PŘÍSUVU DO
HLOUBKY
Q12=350 ;POSUV HRUBOVÁNÍ
Q208=99999 ;POSUV PRO VYJETÍ
X
Z
Q11
Q12