HEIDENHAIN TNC 320 (340 55x-05) Cycle programming Uživatelská příručka
Stránka 309
HEIDENHAIN TNC 320
309
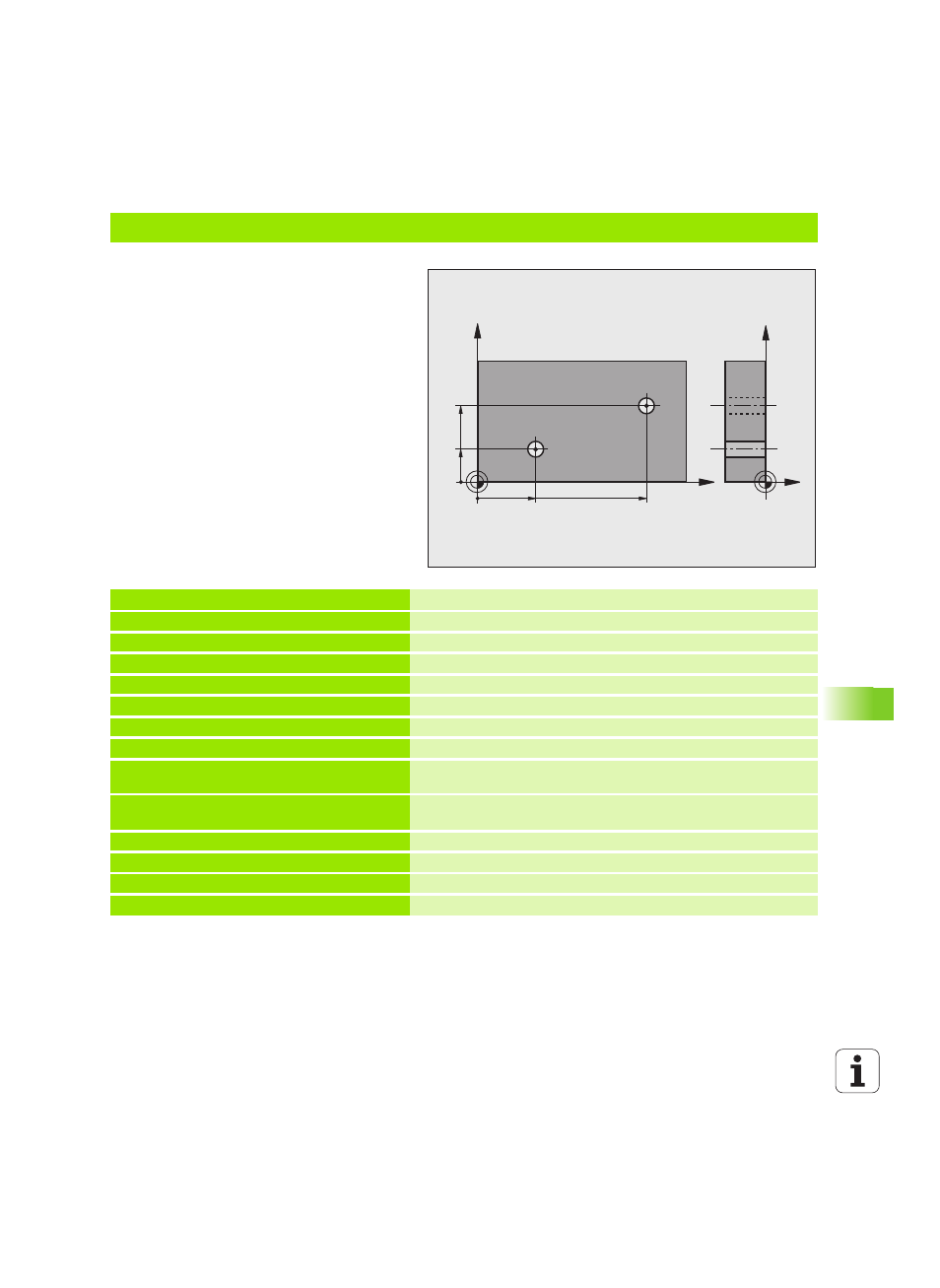
14.7 Kompenzace šikmé polohy obrobku
v ose C (cyklus 405, DIN/ISO: G405)
Příklad: Stanovení základního natočení pomocí dvou děr
0 BEGIN PGM CYC401 MM
1 TOOL CALL 69 Z
2 TCH PROBE 401 ROT 2 DÍRY
Q268=+25 ;1. STŘED 1. OSY
Střed 1. díry: souřadnice X
Q269=+15 ;1. STŘED 2. OSY
Střed 1. díry: souřadnice Y
Q270=+80 ;2. STŘED 1. OSY
Střed 2. díry: souřadnice X
Q271=+35 ;2. STŘED 2. OSY
Střed 2. díry: souřadnice Y
Q261=-5
;VÝŠKA MĚŘENÍ
Souřadnice v ose dotykové sondy, v níž se provádí měření
Q260=+20 ;BEZPEČNÁ VÝŠKA
Výška, na kterou se může jet v ose dotykové sondy bez nebezpečí
kolize
Q307=+0 ;PŘEDVOLBA ZÁKLADNÍHO
NATOČENÍ
Úhel vztažných přímek
Q402=1
;VYROVNAT
Kompenzovat šikmou polohu natočením otočného stolu
Q337=1
;NASTAVIT NULU
Po vyrovnání vynulovat indikaci
3 CALL PGM 35K47
Vyvolání programu obrábění
4 END PGM CYC401 MM
X
Y
25
35
Z
Y
80
15