5 p říklady program ů, Příklad: plášť válce cyklem 28 – HEIDENHAIN TNC 320 (340 55x-05) Cycle programming Uživatelská příručka
Stránka 210
210
Obráběcí cykly: Plášť válce
8.5 P
říklady program
ů
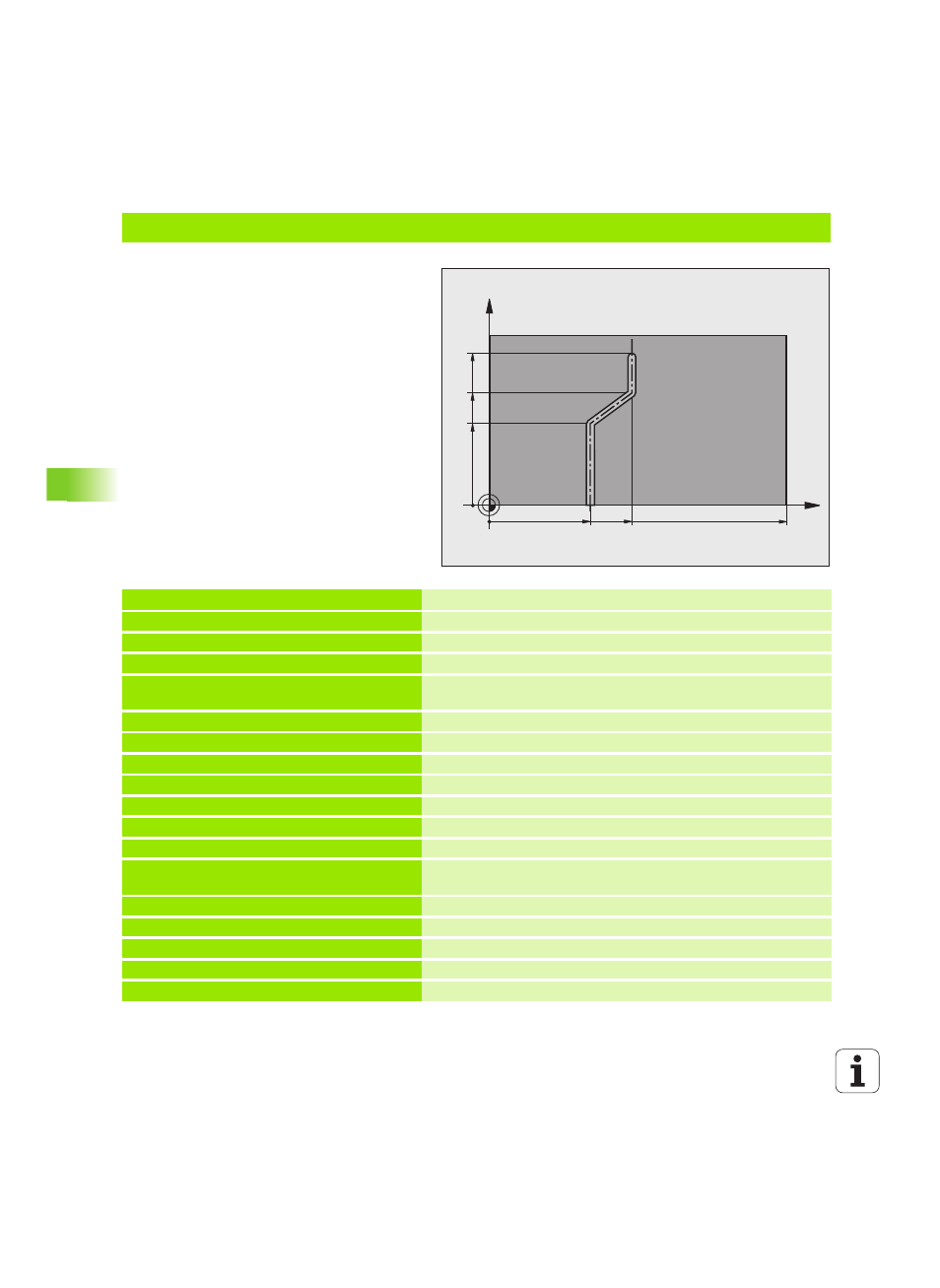
Příklad: Plášť válce cyklem 28
Upozornění:
Válec upnutý vystředěně na otočném stole.
Stroj s B-hlavou a C-stolem
Vztažný bod leží ve středu otočného stolu.
Popis dráhy středu v podprogramu obrysu.
0 BEGIN PGM C28 MM
1 TOOL CALL 1 Z S2000
Vyvolání nástroje, osa nástroje Z, průměr 7
2 L Z+250 R0 FMAX
Odjetí nástroje
3 L X+50 Y+0 R0 FMAX
Napolohování nástroje na střed otočného stolu
4 PLANE SPATIAL SPA+0 SPB+90 SPC+0
TURN FMAX
Naklopení
5 CYCL DEF 14.0 OBRYS
Definice podprogramu obrysu
6 CYCL DEF 14.1 NÁVĚSTÍ OBRYSU 1
7 CYCL DEF 28 PLÁŠŤ VÁLCE
Definice parametrů obrábění
Q1=-7
;HLOUBKA FRÉZOVÁNÍ
Q3=+0
;PŘÍDAVEK PRO STRANU
Q6=2
;BEZPEČNÁ VZDÁLENOST
Q10=-4
;HLOUBKA PŘÍSUVU
Q11=100 ;POSUV PŘÍSUVU DO
HLOUBKY
Q12=250 ;POSUV FRÉZOVÁNÍ
Q16=25
;RÁDIUS
Q17=1
;ZPŮSOB KÓTOVÁNÍ
Q20=10
;ŠÍŘKA DRÁŽKY
Q21=0,02 ;TOLERANCE
Aktivní dodatečné obrábění
C
Z
157
52.5
40
35
60
70