6 příklady programování, Příklad: frézování obrysu v několika přísuvech, Příklady programování – HEIDENHAIN TNC 320 (34055x-06) ISO programming Uživatelská příručka
Stránka 203: Příklady programování 7.6
Příklady programování
7.6
7
TNC 320 | Uživatelská příručka programování v DIN/ISO | 8/2013
203
7.6
Příklady programování
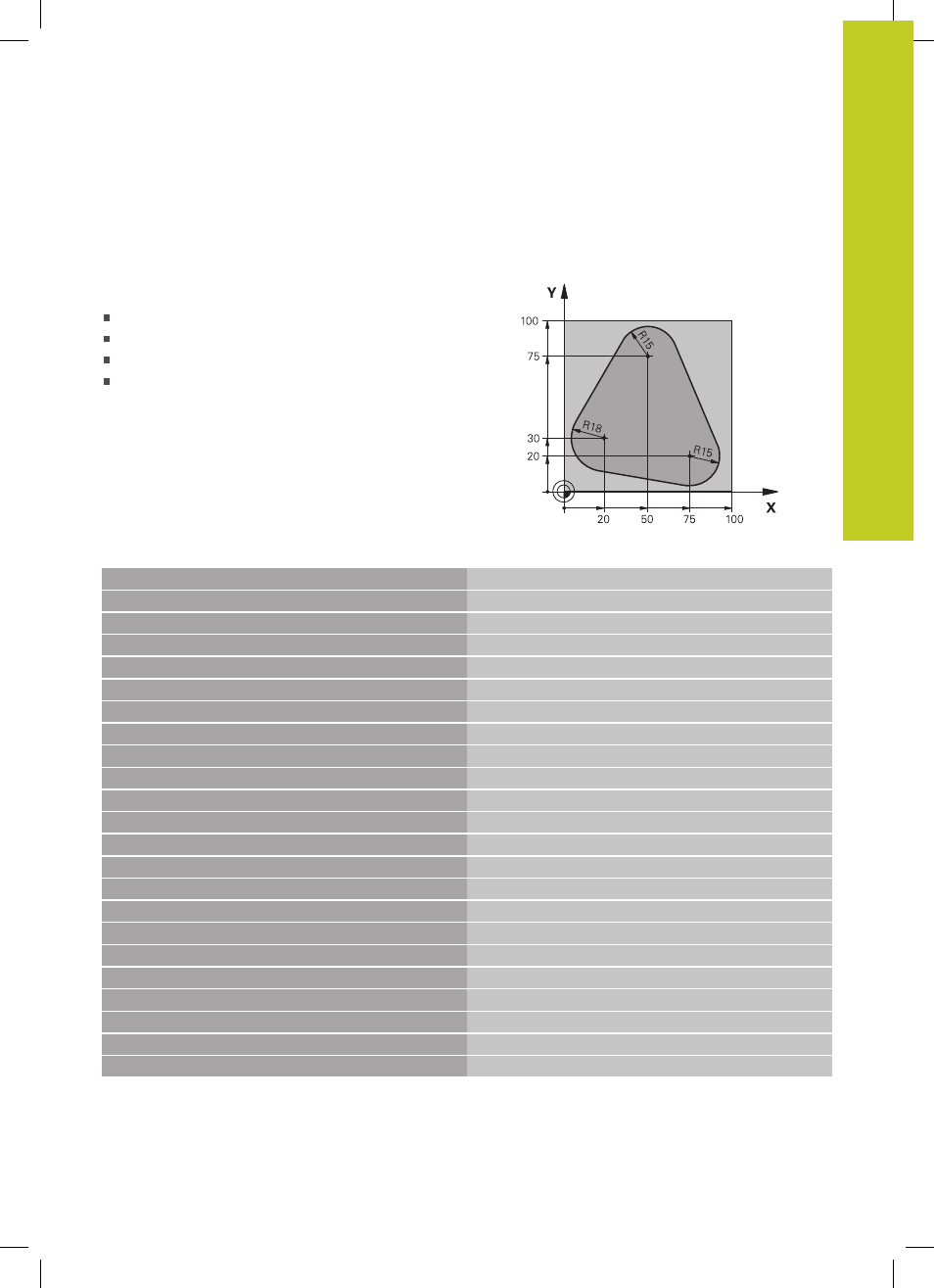
Příklad: Frézování obrysu v několika přísuvech
Průběh programu:
Předpolohování nástroje na horní hranu obrobku
Přírůstkové zadání přísuvu
Frézování obrysu
Opakování přísuvu a frézování obrysu
%PGMWDH G71 *
N10 G30 G17 X+0 Y+0 Z-40 *
N20 G31 G90 X+100 Y+100 Z+0 *
N30 T1 G17 S3500 *
Vyvolání nástroje
N40 G00 G40 G90 Z+250 *
Odjetí nástroje
N50 I+50 J+50 *
Nastavit pól
N60 G10 R+60 H+180 *
Předpolohování v rovině obrábění
N70 G01 Z+0 F1000 M3 *
Předpolohování na horní hranu obrobku
N80 G98 L1 *
Značka pro opakování části programu
N90 G91 Z-4 *
Přírůstkově přísuv do hloubky (ve volném prostoru)
N100 G11 G41 G90 R+45 H+180 F250 *
První bod obrysu
N110 G26 R5 *
Najetí na obrys
N120 H+120 *
N130 H+60 *
N140 H+0 *
N150 H-60 *
N160 H-120 *
N170 H+180 *
N180 G27 R5 F500 *
Opuštění obrysu
N190 G40 R+60 H+180 F1000 *
Vyjetí nástroje
N200 L1,4 *
Skok zpátky k návěstí 1; celkem čtyřikrát
N200 G00 Z+250 M2 *
Odjetí nástroje, konec programu
N99999999 %PGMWDH G71 *