HEIDENHAIN TNC 320 (34055x-06) ISO programming Uživatelská příručka
Stránka 282
Programování: Přídavné funkce
9.4
Přídavné funkce pro dráhové poměry
9
282
TNC 320 | Uživatelská příručka programování v DIN/ISO | 8/2013
Dopředný výpočet obrysu s korekcí rádiusu (LOOK
AHEAD): M120
Standardní chování
Je-li rádius nástroje větší než obrysový stupeň, který se má
projíždět s korekcí rádiusu, pak TNC přeruší provádění programu
a vypíše chybové hlášení. M97 (viz "Obrábění malých obrysových
stupňů: M97", Stránka 277) zabrání výpisu chybového hlášení,
způsobí však poškrábání povrchu při vyjetí nástroje a kromě toho
posune roh.
Při podříznutí může TNC případně poškodit obrys.
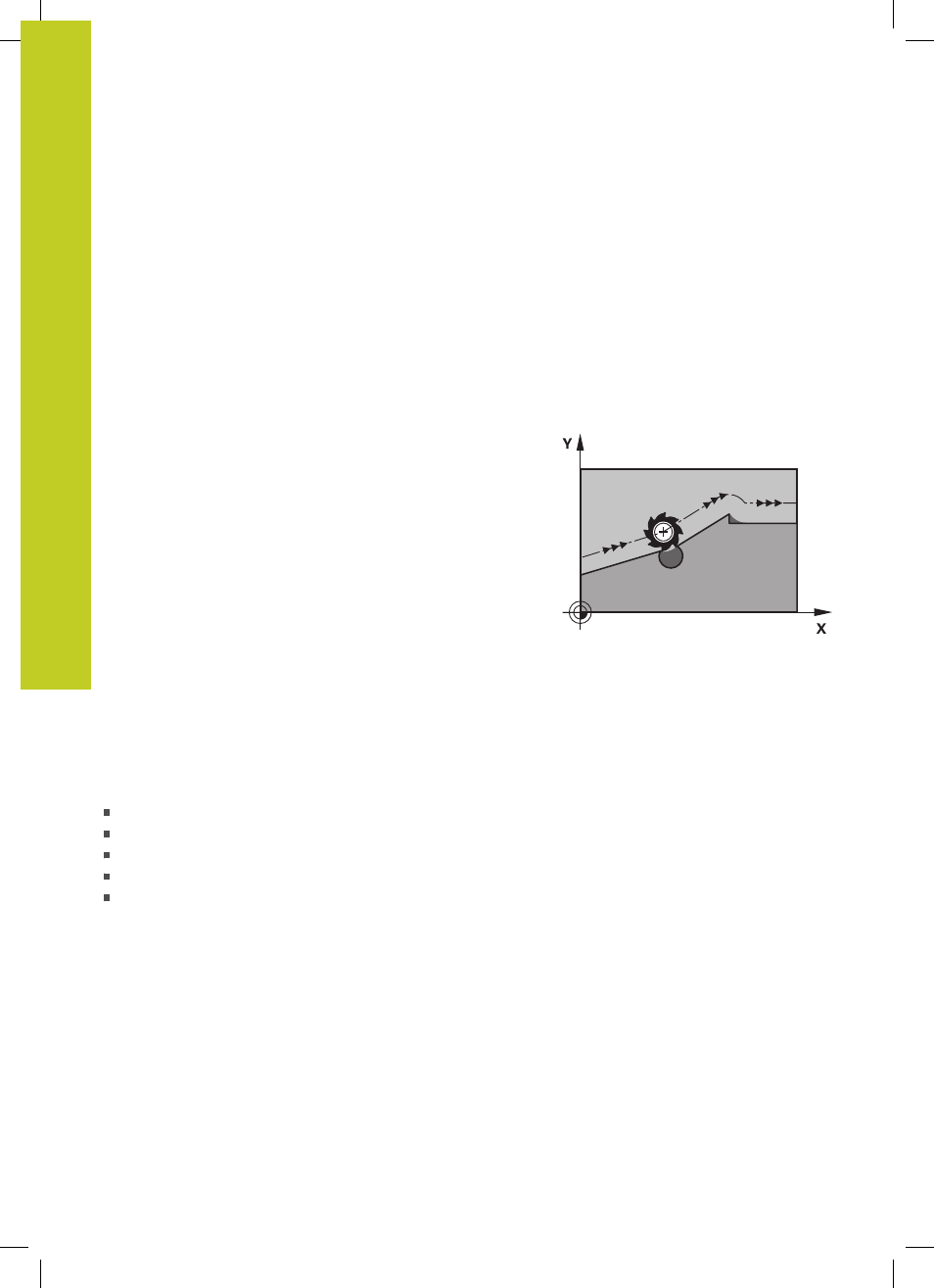
Chování s M120
TNC zkontroluje obrys s korekcí rádiusu na podříznutí a přeříznutí
a vypočte dopředu dráhu nástroje od aktuálního bloku. Místa,
na kterých by nástroj poškodil obrys, zůstanou neobrobená (na
obrázku zobrazena tmavě). M120 můžete též použít k tomu,
aby se korekcí rádiusu nástroje opatřila digitalizovaná data nebo
data vytvořená externím programovacím systémem. Takto lze
kompenzovat odchylky od teoretického rádiusu nástroje.
Počet bloků (max. 99), které TNC vypočítá dopředu definujete v LA
(angl.
L
ook
A
head: hleď vpřed) za M120. Čím větší zvolíte počet
bloků, které má TNC dopředu vypočítat, tím bude zpracování bloků
pomalejší.
Zadání
Zadáte-li v polohovacím bloku funkci M120, pak pokračuje TNC v
dialogu a dotáže se na počet dopředu vypočítávaných bloků LA.
Účinek
M120 se musí nacházet v tom NC-bloku, který obsahuje rovněž
korekci rádiusu G41 nebo G42. M120 je účinná od tohoto bloku do
doby, kdy
zrušíte korekci rádiusu pomocí G40
naprogramujete M120 LA0
naprogramujete M120 bez LA
vyvoláte pomocí % jiný program
cyklem G80 nebo funkcí PLANE nakloníte obráběcí rovinu
M120 je účinná na začátku bloku.