HEIDENHAIN TNC 426 (280 476) Pilot Uživatelská příručka
Stránka 10
Advertising
11
Základn
údaje
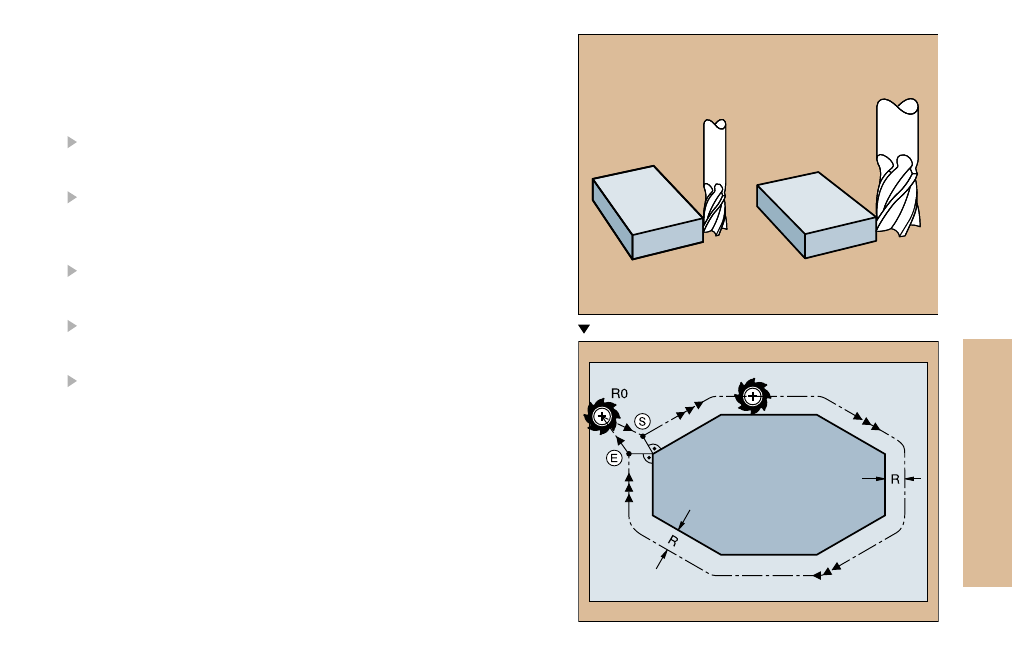
S
= start;
E
= konec
Nástrojové korekce
Při obráběn respektuje TNC délku L a radius R vyvolaného nástroje.
Délková korekce
Začátek účinnosti:
Pojezd nástroje ve směru osy vřetena
Konec účinnosti:
Vyvolán nového nástroje nebo nástroje s nulovou délkou L=0
Korekce radiusu
Začátek účinnosti:
Pojezd nástroje v rovině obráběn s korekc radiusu RR nebo RL
Konec účinnosti:
Programován polohovac ho bloku s (nulovou) korekc radiusu R0
Práce bez korekce radiusu (např. vrtán ):
Poj ždět nástrojem s (nulovou) korekc radiusu R0
Advertising
Tato příručka se vztahuje na následující produkty: